18
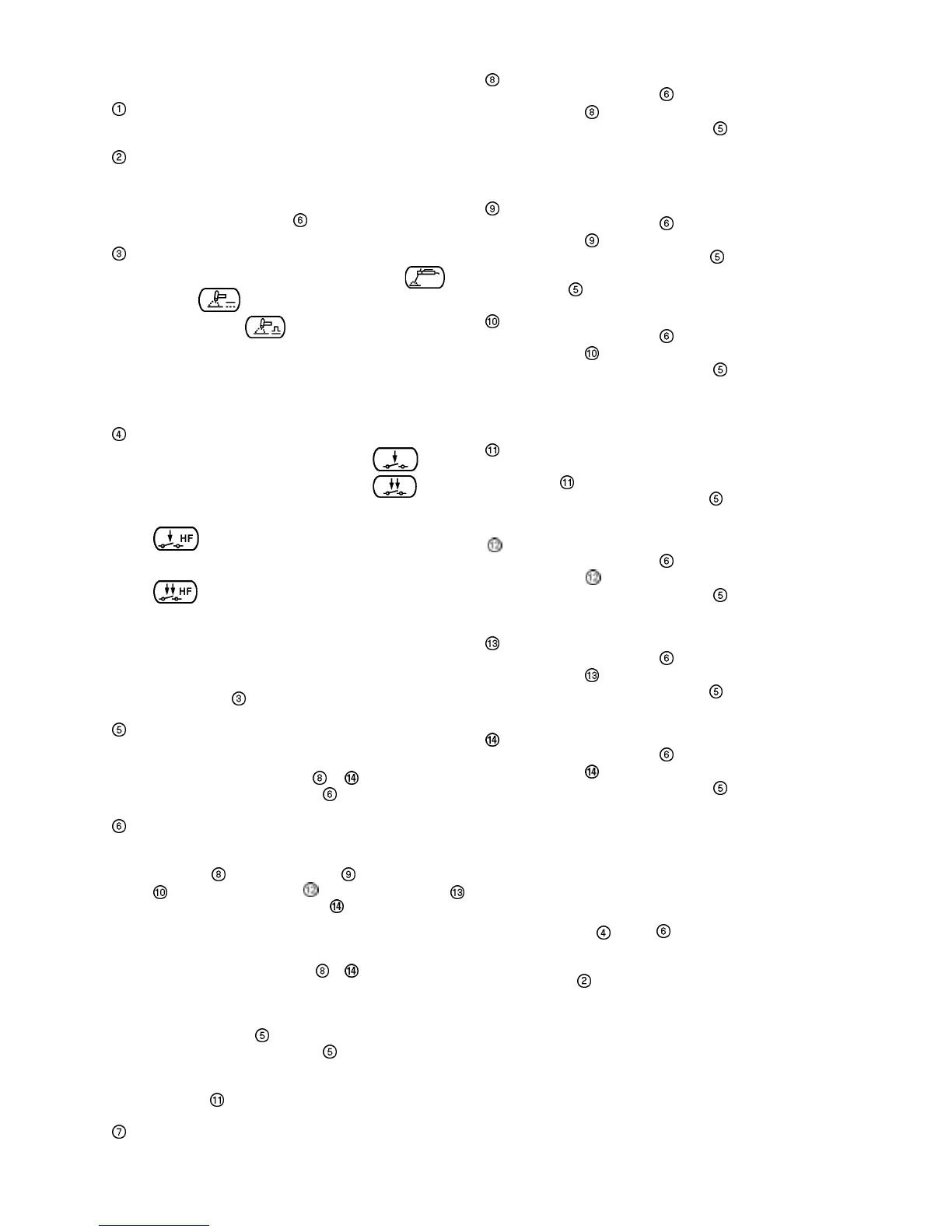
Description of the control
Main switch "On/Off"
At the rear of the apparatus (see fig. 7)
Digital display
o The digital screen displays the desired welding
current level.
o It may display the usual settings required for TIG
welding as well (see
.)
Welding process selector
o manual coated stick electrode (MMA)
o in TIG
o in pulsed TIG
o Each short action on this key allows to jump from
one process to the next, downwards, in loop.
The corresponding LED indicates which process
is on.
TIG process control selector
o Mode 2 steps: ignition by contact
o Mode 4 steps: ignition by contact
o Mode 2 steps: contact free ignition via HF
o Mode 4 steps: contact free ignition via HF
o Each short action on this key allows to jump from
one process to the next, downward, in loop. The
corresponding LED indicates which mode has
been selected. This selector is operative only
when TIG or pulsed TIG mode has been
selected by .
Incremental potentiometer
o Stepless adjustment of the welding curent value
within the range 5 A - 140 A.
o Setting of parameters - specific to TIG
welding after selection by .
TIG parameters selector
o Allows to call in a preset ranking all parameters
for which an adjustment is required (gas preflow
duration , current upslope , pulse fequency
, current downslope , crater filler current
and gas post-flow duration .)
o Each short action on this key allows to jump from
one parameter to the next, from the left end to
the right end of welding cycle pictogram, in loop.
The corresponding LED - indicates which
parameter is selected. The required value is
adjusted by either clockwise or counter-
clockwise rotation of the incremental
potentionmeter .
o Should the potentiometer stay motionless for
over 3 seconds, the display automatically
switches back to "welding current setting" and
the LED is lit.
Overheating warning signal
o This LED lights up in case of overheating.
Gas pre-flow duration
o Actuate the selector to call for this parameter;
the LED lights up.
o Actuate the potentiometer to set a value
between 0 and 10 seconds.
o Valid only if TIG process with contact free
ignition (HF) has been selected.
Current upslope
o Actuate the selector to call for this parameter;
the LED lights up.
o Actuate the potentiometer to set a value
between 0 and 20 seconds with the potentio-
meter .
Pulse frequency
o Actuate the selector to call for this parameter,
the LED lights up.
o Actuate the potentiometer to set a value
between 0,5 and 250 Hz (stepwise variation).
o Valid only if pulsed TIG process has been
selected.
Welding current value
o As soon as the apparatus is switched on, the
LED automatically lights up.
o Actuate the potentiometer to set a current
value between 5 and 140 A.
Current downslope
o Actuate the selector to call for this parameter;
the LED lights up.
o Actuate the potentiometer to set a value
between 0 and 20 seconds.
Crater filler intensity
o Actuate the selector to call for this parameter;
the LED lights up.
o Actuate the potentiometer to set a current
value between 5 and 140 A.
Gas post-flow duration
o Actuate the selector to call for this parameter;
the LED lights up.
o Actuate the potentiometer to set a value
between 0 and 25 seconds.
"Reset" function
o All TIG parameters can be set back to the
Castolin original factory settings.
o This is achieved by simultaneously depressing
and holding down for about 3 seconds the two
selectors and , while the machine is
switched on.
o Once setting back is completed, the digital
display indicates "80 A".
o Factory settings are:
- Gas pre-flow: 0 seconds
- Current upslope: 0 seconds
- Frequency: 125 Hz
- Welding current: 80 A
- Downslope: 0 seconds
- Crater filler current: 5 A
- Gas post-flow: 3 seconds
 Loading...
Loading...
