28
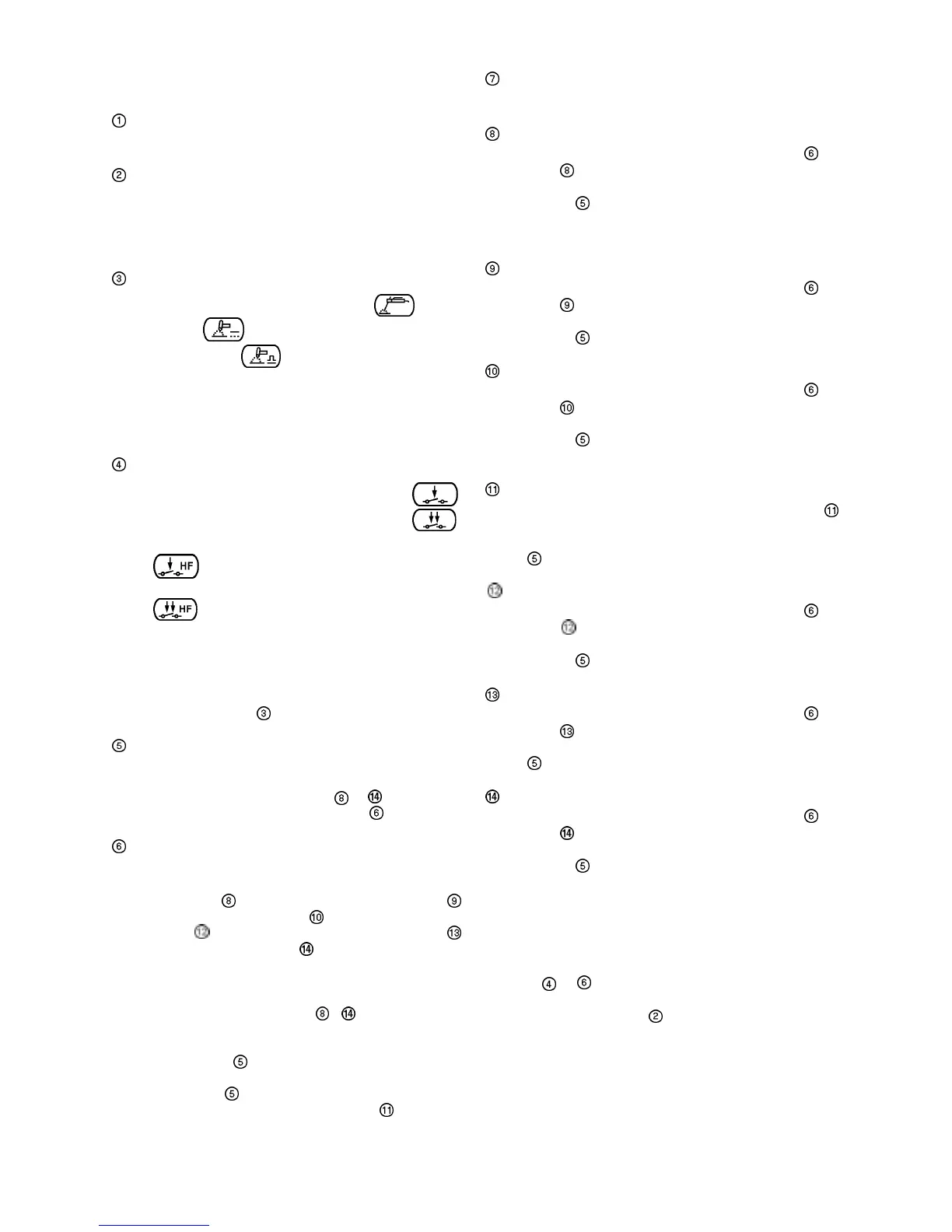
Description des commandes
Interrupteur «Marche / Arrêt»
A l’arrière de l’appareil (voir fig. 7)
Affichage digital
o L’affichage digital indique le niveau de courant
choisi avec le régleur.
o Il sert en outre à l’affichage des paramètres de
réglage utiles en soudage TIG (voir x6x )
Sélecteur de procédé de soudage
o avec électrode manuelle enrobée
o en TIG
o en TIG pulsé
o Par pressions brèves sur cette touche on saute
d’un procédé au suivant, de haut en bas, et en
boucle. A chaque sélection la DEL correspon-
dante s’illumine.
Sélecteur de mode TIG
o Mode 2 temps : amorçage par relevage
o Mode 4 temps : amorçage par relevage
o Mode 2 temps : amorçage sans contact, par HF
o Mode 4 temps : amorçage sans contact, par HF
o Par pressions brèves sur cette touche on saute
d’un mode au suivant, de haut en bas, et en
boucle. A chaque sélection la DEL
correspondante s’illumine. Ce sélecteur n’est actif
que si l’un des procédés TIG ou TIG pulsé est
sélectionné par .
Potentiomètre incrémental
o Réglage en continu de la valeur du courant de
soudage dans la plage 5 A - 140 A
o Réglage des paramètres - propres au
soudage TIG après sélection par .
Sélecteur de paramètres TIG
o Permet d’appeler successivement les paramètres
caractéristiques que l’on veut ajuster (Durée pré-
flot de gaz , pente de croissance de courant ,
fréquence de pulsation , pente d’évanouisse-
ment , courant de fin d’évanouissement ,
durée post-flot de gaz )
o Par pressions brèves sur cette touche on saute
d’un paramètre au suivant, de gauche à droite
sur le diagramme symbolique, et en boucle. A
chaque sélection la DEL ( - ) correspondante
s’illumine. La valeur désirée est atteinte par
rotation normale ou inverse du potentiomètre
incrémental .
o Si dans les 3 secondes il n’y a aucun mouvement
du régleur , alors l’affichage revient, «réglage
du courant de soudage», et la DEL s’illumine.
Témoin de surchauffe
Indicateur lumineux de surchauffe
Durée du pré-flot de gaz
o Appeler ce paramètre à l’aide du sélecteur , la
DEL s’illumine.
o Ajuster à une valeur de 0 à 10 secondes avec le
régleur .
o N’est actif que en procédé TIG avec allumage par
HF.
Montée de courant
o Appeler ce paramètre à l’aide du sélecteur , la
DEL s’illumine.
o Ajuster à une valeur de 0 à 20 secondes avec le
régleur .
Fréquence de pulsation
o Appeler ce paramètre à l’aide du sélecteur , la
DEL s’illumine.
o Ajuster à une valeur de 0,5 à 250 Hz avec le
régleur (progression par paliers).
o N’est actif que en procédé TIG pulsé.
Intensité du courant
o A la mise sous tension de l’appareil, la DEL
s’illumine automatiquement.
o Ajuster à une valeur de 5 à 140 A avec le régleur
.
Evanouissement de l’arc
o Appeler ce paramètre à l’aide du sélecteur , la
DEL s’illumine.
o Ajuster à une valeur de 0 à 20 secondes avec le
régleur .
Courant de fin d’évanouissement
o Appeler ce paramètre à l’aide du sélecteur , la
DEL s’illumine.
o Ajuster à une valeur de 5 à 140 A avec le régleur
.
Durée du post-flot de gaz
o Appeler ce paramètre à l’aide du sélecteur , la
DEL s’illumine.
o Ajuster à une valeur de 0 à 25 secondes avec le
régleur .
Fonction «Reset»
o Le paramètrage TIG peut à tout moment être ramené
aux valeurs initiales programmées par Castolin
o Ceci est obtenu par pression simultanée, et main-
tenue pendant environ 3 secondes, des deux sélec-
teurs et lorsque l’appareil est sous tension.
o Le retour aux valeurs par défaut est effectué dès que
l’affichage numérique indique la valeur «80 A»
o Les valeurs par défaut sont
Pré-flot gaz 0 secondes
Montée courant: 0 secondes
Fréquence: 125 Hz
Intensité courant: 80 A
Evanouissement. 0 secondes
Courant terminal: 5 A
Post-flot gaz: 0 secondes
 Loading...
Loading...
