30
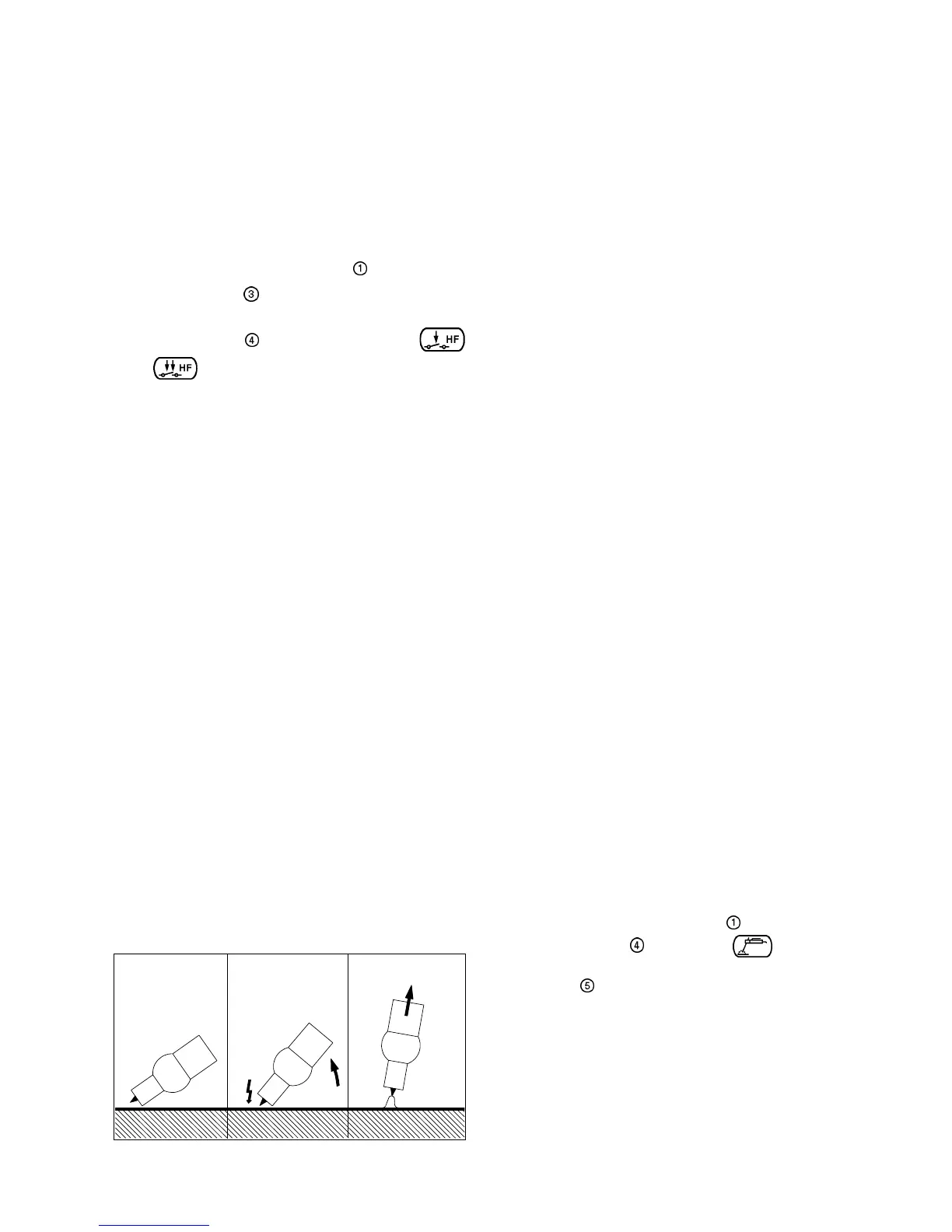
Abb. 8: Amorçage par assistance HF
a)Appui sur la buse
b)Injection de la HF c) Arc allumé
Soudage TIG avec amorçage par HF
Mise en service
o Equiper la torche avec l’électrode et la buse conve-
nant à l’application (voir instruction propre à la torche)
o Raccorder et verrouiller le câble de masse dans la
prise B
o Raccorder le tuyau gaz de l’appareil au détendeur
o Brancher la prise de courant de réseau
o Enclencher l’interrupteur principal
o Sélectionner par le procédé TIG ou TIG pulsé; la
DEL s’illumine
o Sélectionner par le mode de commande
ou ; la DEL s’illumine
o Choisir les paramètres de soudage adéquats
o Ouvrir la vanne de bouteille de gaz
o Presser la gâchette (et relâcher si mode 4 temps)
Attention! La Haute-Fréquence est activée!
o Ajuster le débit de gaz par la vis de réglage du
détendeur
o Relâcher la gâchette (presser et relâcher si mode 4
temps)
Amorçage de l’arc
o Avant d’actionner la gâchette, mettre la pointe de
l’électrode au contact de la pièce au point d’amorçage
souhaité. Basculer la torche jusqu’à appui sur le bord
de la buse, et continuer le mouvement jusqu’à
décoller l’électrode de 2 à 3 mm
o Garder la position (Fig. 8a)
o Mettre en place le masque de protection de la vue
o Presser la gâchette; le gaz commence à s’écouler et
la HF entre en fonction
o L’arc s’allume sans contact avec la pièce (Fig. 8b)
Avantage: Pas de pollution mutuelle indésirable, ni
de l’électrode ni de la pièce soudée
Important: La HF s’interrompt automatiquement dès
que l’arc est allumé
o Prendre la position de soudage normale (Fig. 8c)
o Procéder à l’opération de soudage
Surveillance de l’allumage:
Si après un allumage infructueux, ou une interruption
de l’arc, le cycle n’est pas interrompu par action sur la
gâchette (en mode 4 temps), le gaz de protection continu
à s’écouler en pure perte. Dans ce cas le système de
surveillance interrompt de lui-même le cycle après 1
minute. Il faut alors relancer le cycle d’allumage depuis
la gâchette de torche.
Soudage TIG en commande à 2 temps
o Pousser la gâchette en avant et maintenir la pression:
- Ecoulement du pré-flot de gaz (seulement avec HF)
- Allumage de l’arc
- Accroissement du courant selon réglage jusqu’à
la valeur pré-réglée
o Relâcher la gâchette:
- Evanouissement du courant selon réglage jusqu’à
la valeur terminale pré-réglée
- Extinction de l’arc
- Ecoulement du post-flot de gaz
Soudage TIG en commande à 4 temps
o Pousser la gâchette en avant et relâcher la pression:
- Ecoulement du pré-flot de gaz (seulement avec HF)
- Allumage de l’arc
- Accroissement du courant selon réglage jusqu’à
la valeur pré-réglée
o Pousser la gâchette en avant et maintenir la pression:
- Evanouissement du courant selon réglage jusqu’à
la valeur terminale pré-réglée
- Maintien de l’arc au courant terminal pour
remplissage du cratère
o Relâcher la gâchette:
- Extinction de l’arc
- Ecoulement du post-flot de gaz
Soudage à lélectrode enrobée
Mise en service
o Choisir la polarité selon le type d’électrode employée
o Engager et verrouiller la fiche du câble de soudage
dans prise souhaitée. Poser la pince de soudage sur
un élément isolé.
o Brancher la prise de courant de réseau
o Enclencher l’interrupteur principal
o Sélectionner par le procédé ;; la DEL
s’illumine et le courant de soudage s’affiche
o Ajuster par la valeur courant souhaitée
o Procéder à l’opération de soudage
 Loading...
Loading...
