MIG/MAG modes
General
WARNING!
Operating the equipment incorrectly can cause serious injury and damage.
▶
Do not use the functions described here until you have read and completely
understood these Operating Instructions.
▶
Do not use the functions described here until you have fully read and under-
stood all of the Operating Instructions for the system components, in partic-
ular the safety rules.
For details of the meaning, settings, setting range and units of the available
welding parameters (e.g. gas pre-flow time), please refer to the "Setup paramet-
ers" chapter.
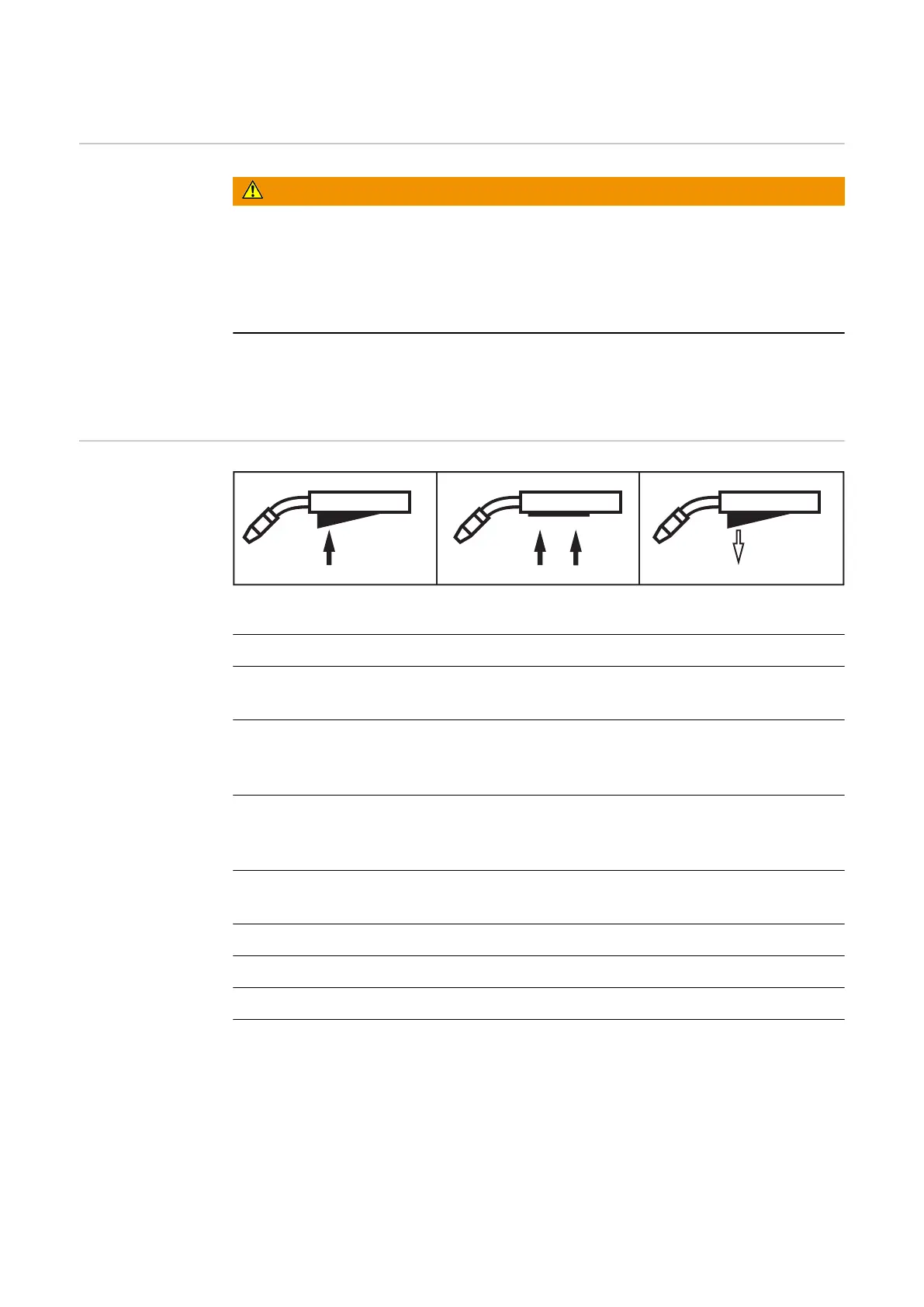
Symbols and
their explana-
tions
Press the torch trigger | Hold the torch trigger | Release the torch trigger
GPr Gas pre-flow time
I-S Starting current
Can be increased or decreased depending on the application
SL Slope
The starting current is continuously lowered as far as the welding current
and the welding current as far as the final current
I Welding current phase
Uniform thermal input into the base material, whose temperature is raised
by the advancing heat
I-E Final current
To fill the end-crater
GPo Gas post-flow time
SPt Spot welding time / interval welding time
SPb Interval pause time
64
 Loading...
Loading...





