26
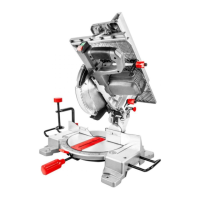
A daraboló karjának rugója automatikusan felső állásba emeli a
vágófejet, ezért a vágás befejeztével nem szabad elengedni a
vágófejet, hanem enyhén visszatartva kell vezetni a felső állásba.
• Erősen rögzítse a munkadarabot az (5) gépsatuban.
• Indítsa el a fémdarabolót és várja meg, hogy a motorja elérje
maximális forgási sebességét.
• A (19) vágófejet a (11) markolatnál fogva nyomja le úgy, a (3)
vágótárcsa enyhén érintse a vágandó munkadarabot.
• Egyenletes nyomást gyakorolva a vágófejre végezze el a vágást (F.
ábra).
• A vágás végén ne csökkentse a nyomást, mivel az a munkadarab
túlzott felforrósodását és egyenetlen vágásperemek kialakulását
okozhatja.
• Kerülje a vágótárcsa rezgésbe hozását és ütődését, mert ezek
rontják a vágás minőségét és a vágótárcsa elrepedését is okozhatják.
NAGYOBB MÉRETŰ MUNKADARABOK VÁGÁSA
Szélesebb munkadarabok befogása esetén az álló pofa áthelyezhető
a pofák közötti távolság növeléséhez.
• Állítsa a (19) vágófejet felső helyzetbe.
• Csavarja ki az állópofa (17) rögzítőcsavarjait.
• Helyezze át a (16) álló pofát a vágófejet tartó karhoz közelebbi
furatokhoz, és rögzítse a (17) pofarögzítő csavarokkal.
A vágótárcsával végezhető vágások száma és minősége eltérő lehet,
a vágási sebességtől függően. A gyors vágás a vágótárcsa korai
elhasználódásához vezethet, de óvja a munkadarabot a felhevüléstől
és sima vágásfelületeket ad.
A GÉPSATU BEÁLLÍTÁSA GÉRVÁGÁSHOZ
A (16) álló pofa állítható szögmérőként is működik, és lehetővé teszi a
munkadarab vágását bármilyen szögben, a derékszögű állástól jobbra
és balra 45°-ig.
• Állítsa a (19) vágófejet felső helyzetbe.
• Lazítsa meg az állópofa (17) rögzítőcsavarjait.
• Fordítsa el a szögskála alapján a (16) álló pofát a kívánt vágási
szögbe, majd rögzítse ebben az állásban a (17) pofarögzítő
csavarokkal (G. ábra).
• Fogja be a munkadarabot a gépsatuba és végezze el a vágást.
• Függetlenül attól, hogy az álló pofa szögbeosztása kielégítő
pontosságú a legtöbb feladathoz, ajánlott a vágási szög ellenőrzése
szögmérővel vagy más, szögmérésre szolgáló eszközzel.
• A munkadarab befogásakor a gépsatuba a (15) mozgó pofa magától
beáll a munkadarabbal párhuzamos helyzetbe, hozzájárulva a biztos
rögzítéshez.
KEZELÉS, KARBANTARTÁS
Bármilyen szerelési, beállítási, javítási vagy karbantartási
művelet megkezdése előtt húzza ki a hálózati csatlakozót az
aljzatból.
• A munka befejeztével gondosan távolítsa el az összes hulladékot,
port a talpazatról, a vágótárcsa és védőborításának környezetéből.
• A fémdarabolót kefével vagy sűrített levegővel a legelőnyösebb
tisztítani.
• Tilos vizet vagy más folyékony vegyszert használni a fémdaraboló
tisztításához.
• Rendszeresen tisztítsa ki a szellőzőnyílásokat, hogy megelőzze ezzel
a motor esetleges túlmelegedését.
• A fémdarabolót száraz, gyermekektől elzárt helyen kell tárolni.
• Hálózati csatlakozóvezeték cserét és más javításokat csak kijelölt
szervizben végeztessen.
Rendszeresen ellenőrizze a csavarok meghúzottságát, a
kötőelemek állapotát. Munka közben idővel ezek
meglazulhatnak.
A VÁGÓTÁRCSA CSERÉJE
• Állítsa a (19) vágófejet felső helyzetbe.
• Tolja a vágótárcsa (6) mozgó védőborítását felső állásba.
• Az anyacsavarokat meglazítva tolja hátra a vágótárcsa oldalsó (1)
védőborítását (H. ábra).
• Nyomja be a (20) orsóreteszt úgy, hogy átmenjen a vágótárcsa
mozgó (6) védőborításán lévő nyíláson, és kézzel forgassa el a (3)
vágótárcsát addig, míg nem reteszelődik.
• A csillagkulccsal (mellékelve) csavarja le – az óramutató járásával
ellentétes irányba forgatva – a fűrésztárcsát rögzítő (3) csavart (I. ábra).
• Távolítsa el a fűrésztárcsát rögzítő csavart, az alátétet és a külső
gyűrűt, majd óvatosan vegye le a (3) vágótárcsát.
• Az új vágótárcsa beszerelése előtt gondosan tisztítsa meg a
gyűrűket.
• Helyezze be az új vágótárcsát, majd a (20) orsózárat benyomva
tartva húzza meg rögzítőcsavarját.
• Engedje ki a (20) orsózárat.
• Szerelje fel a vágótárcsa (1) oldalsó védőborítását és húzza meg az
anyacsavarokat.
• A (11) markolatnál fogva mozgassa lefelé a (19) vágófejet, hogy a
vágótárcsa (6) mozgó védőborítása felszabaduljon.
• Ellenőrizze a vágótárcsa (6) mozgó védőborításának szabályos
működését.
Kizárólag az ajánlott, megerősített kivitelű vágótárcsákat
használja. A vágótárcsa rögzítőcsavarját meg kell húzni annyira,
hogy a vágótárcsa rögzítése biztos legyen, ne tudjon elfordulni.
A vágótárcsa csavarjának túl erős meghúzása a tárcsa sérülését
okozhatja.
A SZÉNKEFÉK CSERÉJE
A motor elhasználódott (5 mm-nél rövidebb), elégett vagy elrepedt
szénkeféit azonnal ki kell cserélni. A két szénkefét minden esetben
együtt kell kicserélni.
• Csavarja ki a szénkefék (7) fedeleit.
• Vegye ki az elhasználódott szénkeféket.
• Fúvassa ki az esetleg felgyülemlett grafitport sűrített levegővel.
• Helyezze be az új szénkeféket. A szénkeféknek lazán be kell
csúszniuk a szénkefetartókba.
• Csavarja vissza a szénkefék (7) fedeleit.
A szénkefék cseréje után indítsa be a fémdarabolót terhelés
nélkül, és járassa kb. 2-3 percig, hogy a szénkefék hozzákopjanak
a forgórész kommutátorához. A szénkefék cseréjét ajánlott
képzett szakemberrel végeztetni, és ajánlott eredeti
alkatrészeket használni.
Bármiféle felmerülő meghibásodás javítását bízza a gyártó által
felhatalmazott márkaszervizre.
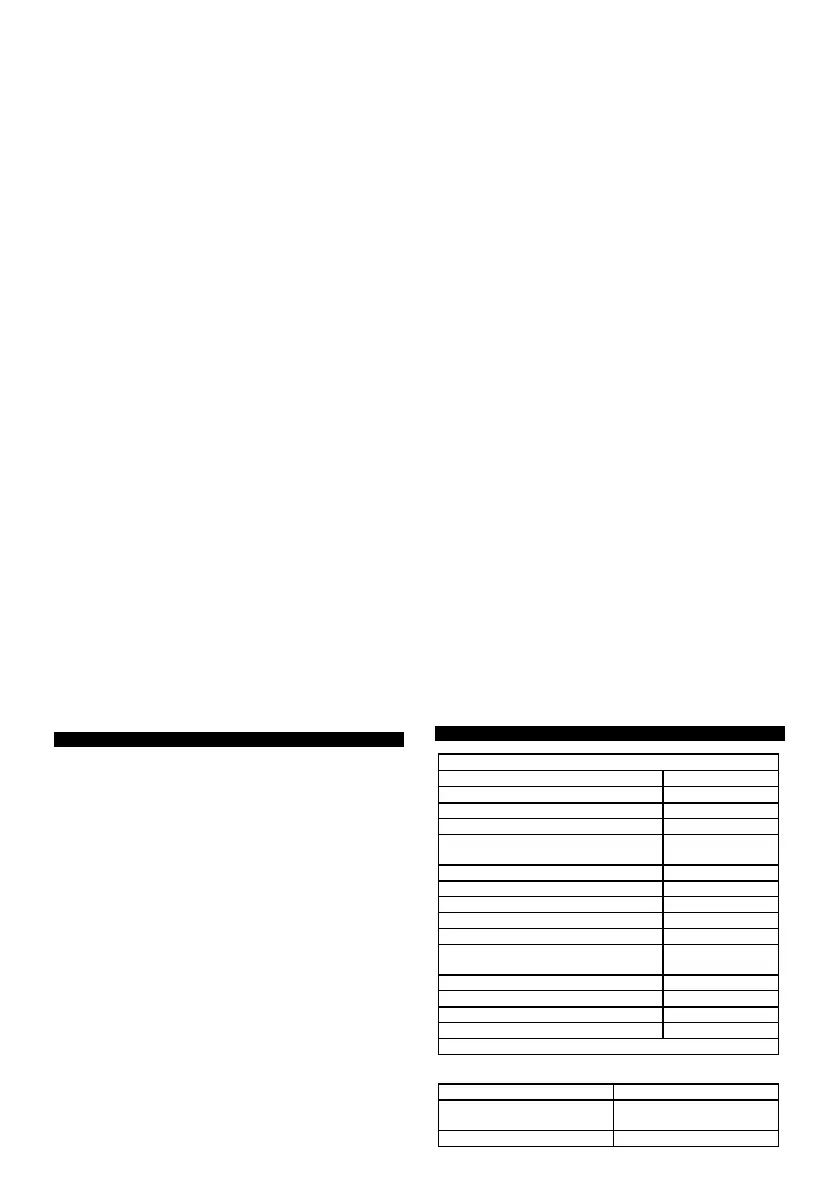
TECHNIKAI PARAMÉTEREK
Penge forgási sebesség ( nélkül terhelés
)
Mögött a vágási vonal a 90 ° (szög)
Vágási tartomány át 90 ° (négyzet profil)
Vágási tartomány át 90 ° (négyszögletes
profil)
Vágási tartomány át 90 ° ( kerek profil)
5 9G873 eszközzel mind a gép típusától és a gép leírása
ZAJ- ÉS VIBRÁCIÓS ADATOK
L
PA
= 92,5 dB (A) K = 3 dB (A)
WA
= 105,5 dB (A) K = 3 dB
(A)
 Loading...
Loading...