Greenlee Textron / Subsidiary of Textron Inc.
21
4455 Boeing Dr., Rockford, IL 61109-2988 815/397-7070
976-22, 980-22 Hydraulic Power Pump
Service (cont’d)
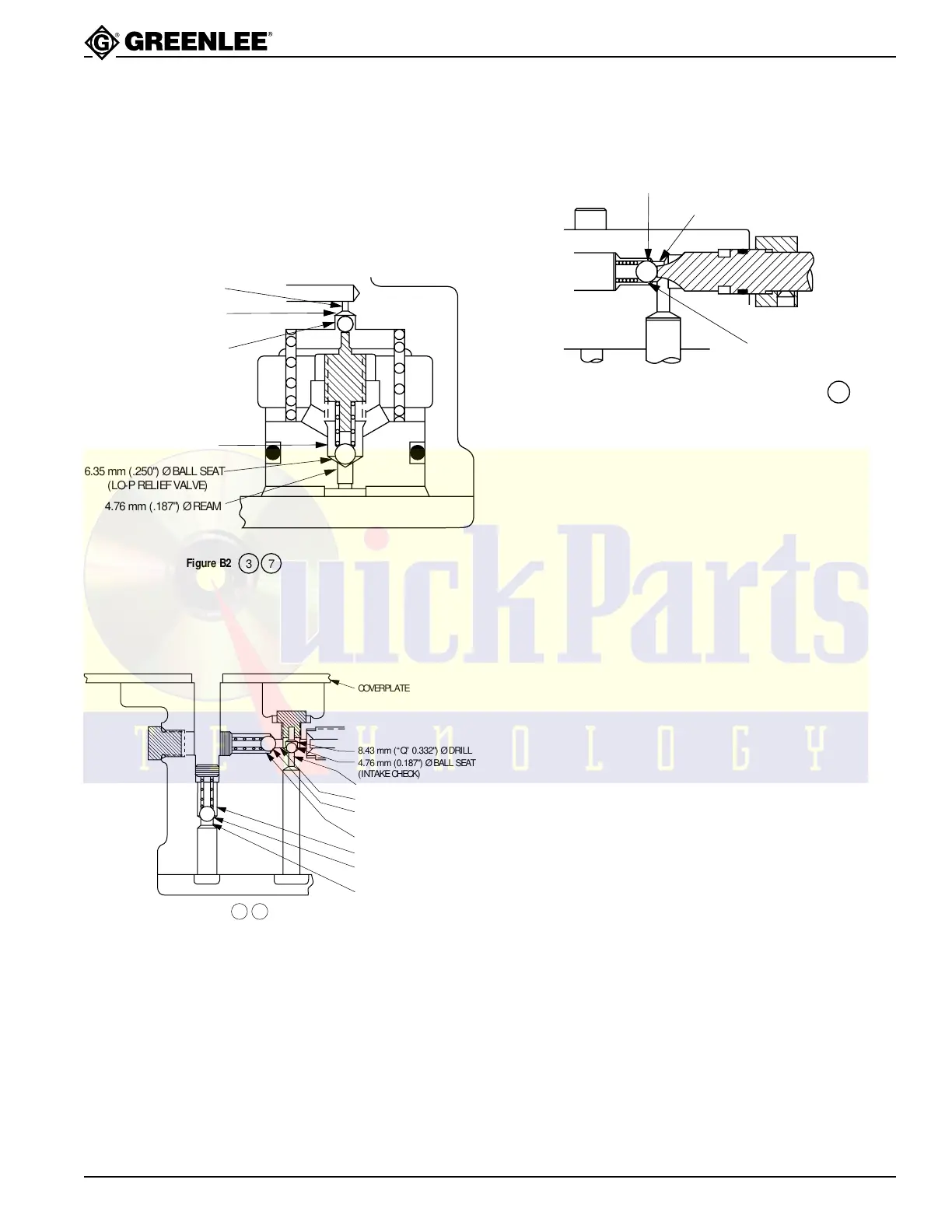
Ball Seat Refinishing
Refer to Figures B2, B3, and B4 for the proper drill size
to refinish the conical seat and finish ream size. These
operations must be performed with the pump or valve
block properly held and using a drill press. Only a very
small amount of material should be removed.
4
Figure B3
COVERPLATE
5
8.43 mm (“Q” 0.332") Ø DRILL
4.76 mm (0.187") Ø BALL SEAT
(INTAKE CHECK)
3.45 mm (#29 0.136") Ø REAM
4.76 mm (0.187") Ø REAM
7.14 mm (0.281") Ø BALL SEAT
(DISCHARGE CHECK)
9.35 mm (“U” 0.368") Ø DRILL
9.35 mm (“U” 0.368") Ø DRILL
7.14 mm (0.281") Ø BALL SEAT
(BYPASS CHECK)
4.76 mm (0.187") Ø REAM
3
Figure B2
7
3.175 mm (.125") Ø REAM
4.76 mm (.187") Ø BALL SEAT
(P.O. VALVE)
7.14 mm (.281") Ø DRILL
11.51 mm (.453") Ø DRILL
6.35 mm (.250") Ø BALL SEAT
(LO-P RELIEF VALVE)
4.76 mm (.187") Ø REAM
8
Figure B4
9.53 mm (0.375") Ø DRILL
7.14 mm (0.281") Ø REAM
7.94 mm (0.312") Ø BALL SEAT
(LINE CHECK VALVE)