OM-316 Page 32
Return To Table Of Contents
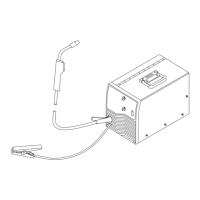
7-5. Weld Bead Characteristics
Ref. S-0052-B
1 Large Spatter Deposits
2 Rough, Uneven Bead
3 Slight Crater During Welding
4 Bad Overlap
5 Poor Penetration
1 Fine Spatter
2 Uniform Bead
3 Moderate Crater During
Welding
Weld a new bead or layer for each
1/8 in (3.2 mm) thickness in metals
being welded.
4 No Overlap
5 Good Penetration Into Base
Metal
5
4
2
3
1
4
1
5
Good Weld Bead
2
3
Poor Weld Bead
S-0053-A
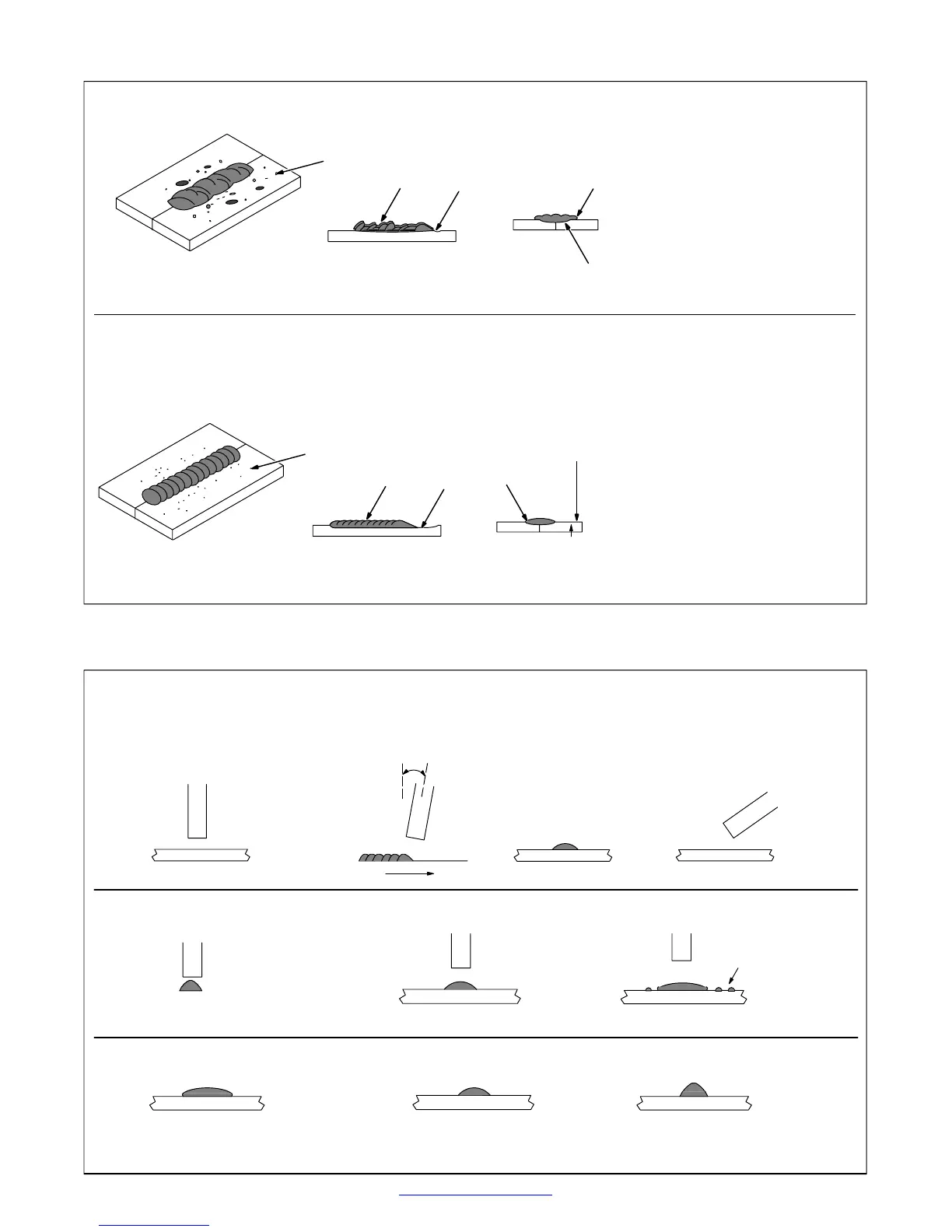
7-6. Conditions That Affect Weld Bead Shape
S-0061
Angle Too Small
10° - 30°
Angle Too Large
Correct Angle
Drag
Electrode Angle
Too Short
Normal
Too Long
Arc Length
Slow Normal Fast
Spatter
Travel Speed

 Loading...
Loading...