(Argon L/mn)
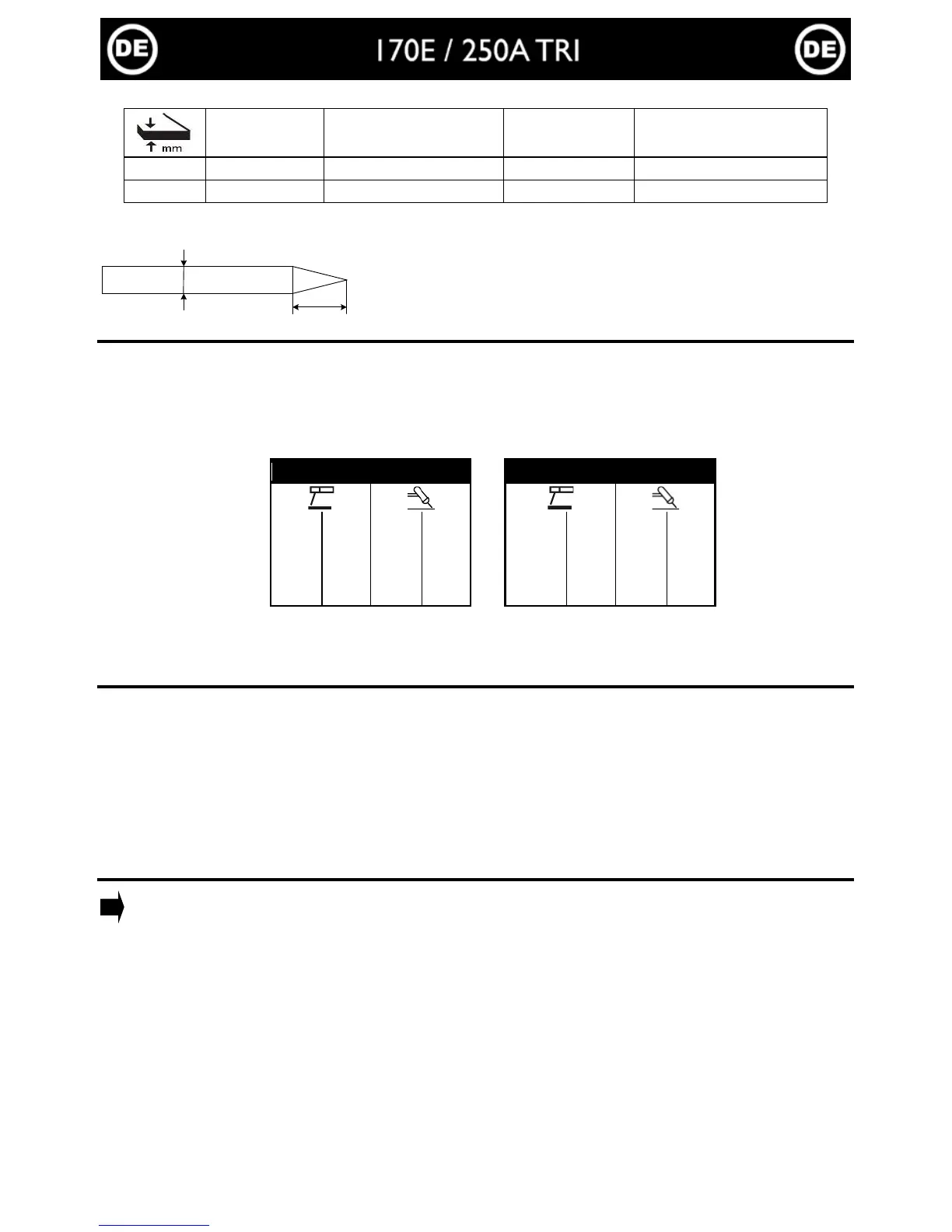
0,5-5 10-130 1,6 8,7 6-7
4-7 130-190 2,4 11 7-8
Um einen optimalen Schweißverlauf zu gewährleisten, nutzen Sie nur Elektroden, welche nach folgendem Vorbild
geschliffen wurden:
TERMISCHE ÜBERWACHUNG & EINSCHALTDAUER
• Thermischer Schutz: thermische Schutzanzeige schaltet ein und die Kühlzeit ist ungefähr 2 bis 5 Minuten
entsprechend externer Temperatur aktiv.
• Lassen Sie die Maschine, nach Schweißende zwecks abkühlen. am Netzspannung angeschlossen.
• Die Schweißmaschinen sind unter: Geräte mit konstantem Strom- Ausgang beschrieben Die Einschaltdauerzeiten,
die der Norm EN60974-1 entsprechen (bei 40°C inerhalb von 10min ), sind in den Tabelen unten erfasst
Anmerkung: der Wärmetest ist bei der Raumtemperatur durchgeführt worden.Die Arbeitszyklen bei 40°C sind durch
Simulation festgestellt worden.
WARTUNG
• Wartungsarbeiten dürfen nur von qualifizierten Personen durchgeführt werden.
• Achten Sie bei allen Wartungsarbeiten darauf, daß das Gerät spannungslos ist. Ziehen Sie den Netzstecker und
warten Sie das Auslaufen des Lüfters ab.
• Achtung: die Spannungen im Geräteinneren sind sehr hoch und können lebensgefährlich sein.
• Öffnen Sie regelmäßig (zwei- oder dreimal pro Jahr) das Gehäuse und entfernen Sie Staub und andere
Ablagerungen.
• Kontrollieren Sie regelmäßig den Zustand des Netzkabels! Ein beschädigtes Kabel muss sofort ersetzt werden! Um
Risiken zu vermeiden, darf dies nur durch den Hersteller oder durch autorisiertes Fachpersonal durchgeführt
werden.
HINWEISE - EMPFEHLUNGEN
• Beachten Sie die Angaben auf der Elektrodenverpackung für Schweißstrom und Polarität.
• Entfernen Sie nach dem Schweißprozess die Elektrode aus ihrem Halter.
• Führen Sie regelmäßig die Wartungsarbeiten durch.