ENGINES - 3A-7190-823225--1 1096
72386
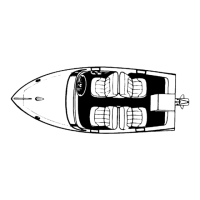
Measuring Cylinder Bore
72387
Measuring Cylinder Bore
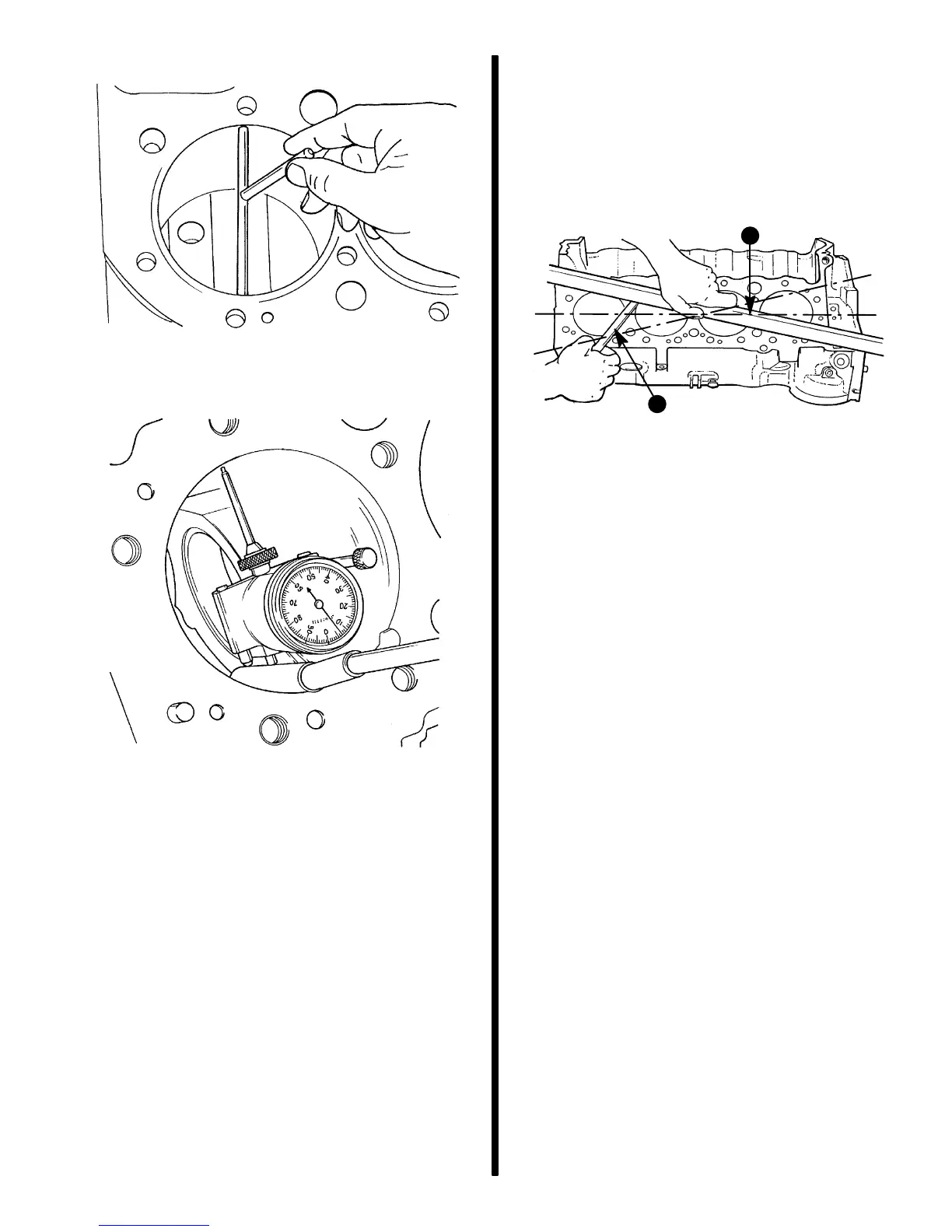
8. Check cylinder head gasket surfaces for war-
page with a machinist’s straight-edge and a feel-
er gauge, as shown. Take measurements diago-
nally across surfaces (both ways) and straight
down center. If surfaces are warped more than
.003 in. (0.07 mm) in a 6 in. area or .007 in. (0.2
mm) overall, block must be resurfaced by an au-
tomotive machine shop.
72388
a - Machinist’s Straight-Edge
b - Feeler Gauge
b
a
CYLINDER CONDITIONING
1. Performance of the following operation depends
upon engine condition at time of repair.
2. If cylinder block inspection indicates that block is
suitable for continued use (except for
out-of-round or tapered cylinders), they can be
conditioned by honing or boring.
3. If cylinders have less than .005 in. (0.127 mm) ta-
per or wear, they can be conditioned with a hone
and fitted with high limit standard size piston. A
cylinder bore of more than .005 in. wear or taper
may not clean up entirely when fitted to a high lim-
it piston. To entirely clean up the bore, it will be
necessary to rebore for an oversize piston. If
more than .005 in. taper or wear, bore and hone
to smallest oversize that will permit complete re-
surfacing of all cylinders.
4. When pistons are being fitted and honing is not
necessary, cylinder bores may be cleaned with a
hot water and detergent wash. After cleaning,
swab cylinder bores several times with light en-
gine oil and a clean cloth, then wipe with a clean
dry cloth.
 Loading...
Loading...