OM-291417 Page 68
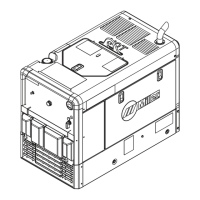
13-4. Gun Movement During Welding
OM-4419 Page 1
3
1
2
5
4
2
3
1
2
3
1
4
5
F
Normally, a single stringer bead is sat-
isfactory for most narrow groove weld
joints; however, for wide groove weld
joints or bridging across gaps, a weave
bead or multiple stringer beads works
better.
1 Stringer Bead - Steady Forward Move-
ment Along Weld Joint
2 Weave Bead - Side To Side Movement
Along Weld Joint
3 Weave Patterns
Use weave patterns to cover a wide area in
one pass of the electrode.
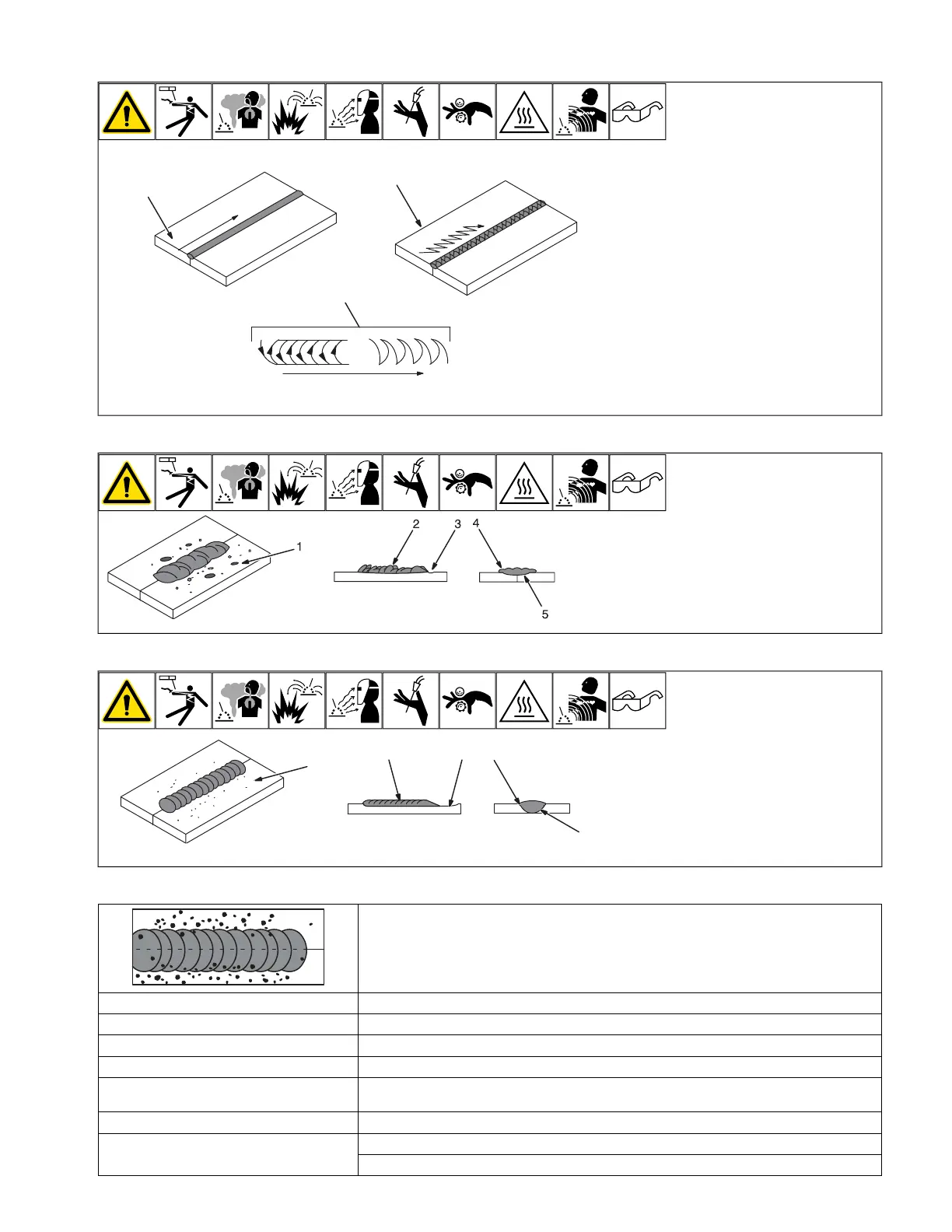
13-5. Poor Weld Bead Characteristics
1 Large Spatter Deposits
2 Rough, Uneven Bead
3 Large Crater At End of Weld
4 Overlap Present
5 Little To No Penetration
13-6. Good Weld Bead Characteristics
OM-4419 Page 1
3
1
2
5
4
2
3
1
2
3
1
4
5
1 Little To No Micro Spatter
2 Uniform Bead
3 Little To No Crater At End Of Weld
4 No Overlap
5 Adequate Penetration Into Base Metal
13-7. Troubleshooting – Excessive Spatter
Excessive Spatter - scattering of molten metal particles that cool to solid form near weld bead.
Possible Causes Corrective Actions
Wire feed speed too high. Select lower wire feed speed.
Voltage too high. Select lower voltage range.
Electrode extension (stickout) too long. Use shorter electrode extension (stickout).
Workpiece dirty. Remove all grease, oil, moisture, rust, paint, undercoating, and dirt from work surface before
welding.
Insufficient shielding gas at welding arc. Increase flow of shielding gas at regulator/flowmeter and/or prevent drafts near welding arc.
Dirty welding wire. Use clean, dry welding wire.
Eliminate pickup of oil or lubricant on welding wire from feeder or liner.
 Loading...
Loading...