2-109MACHINE OPERATIONS OPERACIONES DE MECANIZADO
Programming using G02 or G03
To move the cutting tool at a cutting feedrate along
the arc 2 → 3.
Programación mediante G02 o G03
Para mover la herramienta de corte a velocidad de avance
cortante a lo largo del arco 2 → 3.
4. To cut a half-circle accurately or to accu-
rately define the center of an arc of which
the center angle is close to 180°, use I and
K commands instead of an R command.
If an R command is used, there are cases
that the center of a half-circle or an arc of
which the center angle is close to 180°
cannot be set accurately due to calculation
error.
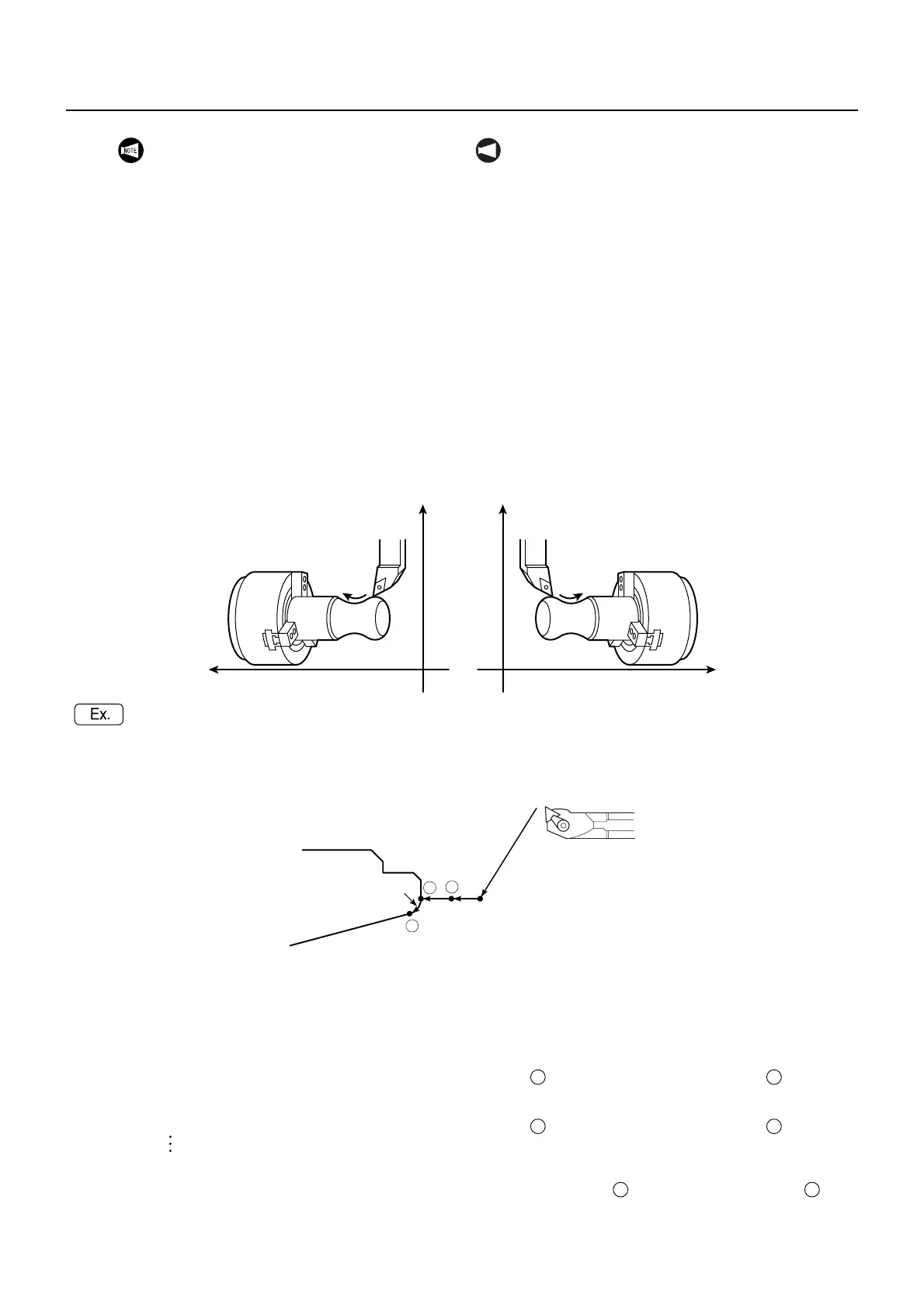
5. When viewing X-Z plane from +Y direc-
tion, rotational direction for a G02 or G03
command is the same for either spindle 1
or spindle 2 side. When using programs
created for the spindle 1 on the spindle 2
side, it is necessary to replace G02 com-
mands with G03 and G03 commands with
G02. In addition, the "+/−" direction of the
Z-axis will be reversed therefore careful
attention is required when creating pro-
grams for such purposes.
NOT A
4. Para cortar medio círculo con precisión o para
definir de manera precisa el centro de un arco
cuyo ángulo central está cerca de 180°, utilice
instrucciones I y K en lugar de una instrucción R.
Si se utiliza una instrucción R, habrá casos en los
que el centro de medio círculo o un arco cuyo
ángulo central esté próximo a 180° no pueda
ajustarse con precisión debido a un error de
cálculo.
5. Cuando se visualiza el plano X-Z desde la direc-
ción +Y, la dirección de giro para el comando G02
y G03 es la misma tanto para el lado del husillo 1
como del husillo 2. Cuando se utilizan programas
para el husillo 1 en el lado del husillo 2, es nece-
sario sustituir los comandos G02 por G03 y los
comandos G03 por G02. Además, la dirección
"+/−" del eje Z se invertirá, por lo que es necesa-
rio prestar atención cuando se crean programas
con tales fines.
+X +X
−Z +Z
G02 G03
<Spindle 1>
<Husillo 1>
<Spindle 2>
<Husillo 2>
R2
1
2
3
O1;
N1;
G50 S2000;
G00 T0101;
G96 S200 M03;
X47.069 Z20.0 M08;
G01 Z1.0 F1.0; . . . . . . . . . . . . . . . . . . . . . . . . . .
Positioning at to move the
cutting tool close to the
workpiece
Posicionamiento en para
acercar la herramienta de corte a
la pieza
Z0 F0.2;. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Positioning at at a feedrate
of 0.2 mm/rev
Posicionamiento en a una
velocidad de avance de
0,2 mm/rev
G02 X43.205 Z−1.482 R2.0 F0.07;. . . . . . . . . . . Cutting an arc of 2 mm radius
in the clockwise direction to ,
at a feedrate of 0.07 mm/rev.
Corte de un arco de 2 mm de radio
en dirección antihoraria al , a
una velocidad de avance de
0,07 mm/rev.
1 1
2 2
3 3
 Loading...
Loading...