2-111MACHINE OPERATIONS OPERACIONES DE MECANIZADO
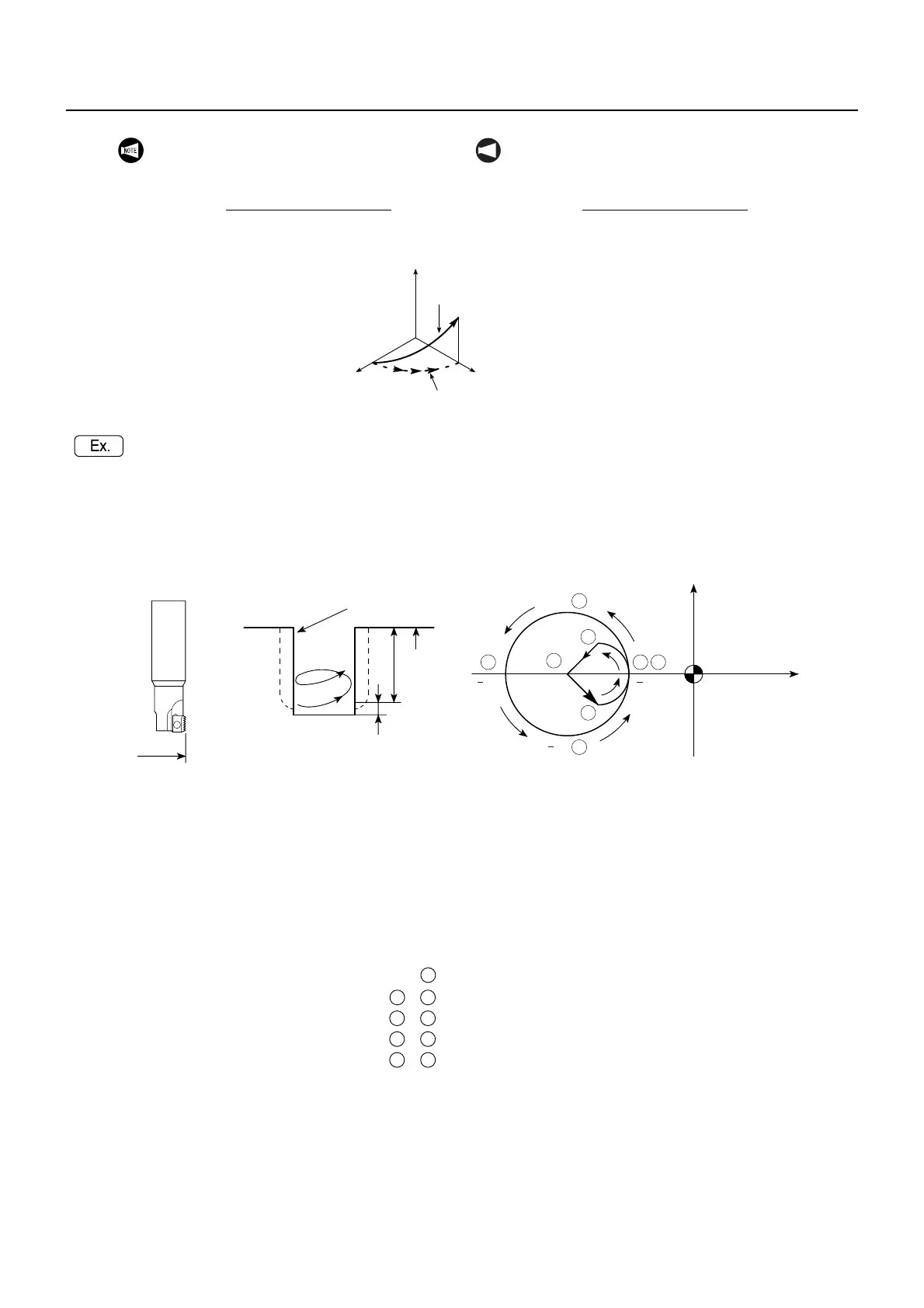
Programming using helical interpolation (G02/
G03)
A thread of M60 × P2.0 at a depth of 30 mm will be
cut at position Z−40.0, Y0 using a 20 mm diameter
thread cutting tool.
Programación usando la interpolación helicoidal (G02/G03)
Un filete de M60 × P2,0 a una profundidad de 30 mm se cor-
tará en posición Z−40.0 Y0 utilizando una herramienta de
corte de filetes de 20 mm de diámetro.
4. The feedrate along a linear axis is calcu-
lated with the following formula.
Linear axis feedrate
= F ×
Length of linear axis
Length of circular arc
NOT A
4. La velocidad de avance a lo largo de un eje lineal
se calcula con la fórmula indicada a continuación.
Velocidad de avance de eje lineal
= F ×
Longitud del eje lineal
Longitud del arco circular
Z
X
Y
Tool Path
Trayectoria de herramienta
Length of Linear Axis
Longitud del eje lineal
Length of Circular Arc
Longitud del arco circular
Feedrate Specified by F
Velocidad de avance especificada por F
O1;
N1;
G98 G19;
M45;
G28 H0;
G00 T0101;
G97 S200 M13;
X120.0 Y0 Z−50.0;
Z−40.0;
G01 X40.0 F300;. . . . . . . . . . . . . . . . . . . . . . .
G41 Y−18.0 Z−28.0 F80;. . . . . . . . . . . . . -
G03 X40.6 Y0 Z−10.0 R18.0; . . . . . . . . . -
X44.6 K−30.0; . . . . . . . . . . . . . . . . . . . . . -
X45.2 Y18.0 Z28.0 R18.0; . . . . . . . . . . . -
G00 G40 Y0 Z−40.0 X120.0;. . . . . . . . . . . . . . . .
Z50.0;
X300.0 Z100.0 M05;
M46;
G99 G18;
M01;
Cutter radius offset ON
Cutter radius offset OFF
Corrección del radio del cortador
ACTIVADA
Corrección del radio del cortador
DESACTIVADA
+Y
φ100
10
30
30
+Z
5
6
3 7
4
1
8
2
M60 × P2.0
30
φ
20
70
P2.0 Thread Cutting Tool
P2.0 herramienta
de corte de filetes
Relief: 2 mm
Margen: 2 mm
Locus of the Cutting Tool
Lugar en el que se encuentra la
herramienta de corte
1
1 2
2 3
3 7
7 8
 Loading...
Loading...