2-288 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
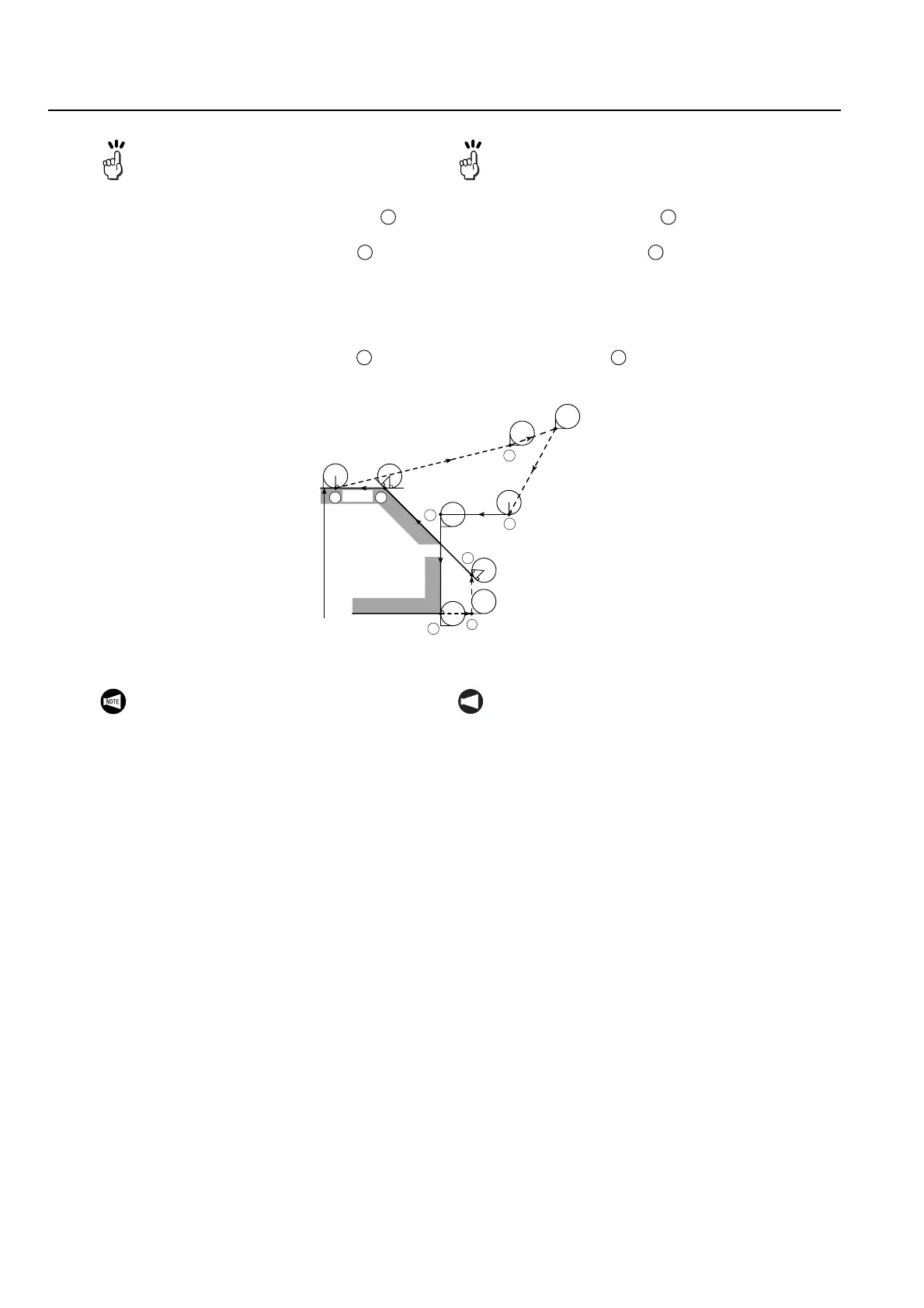
The tool paths for these blocks are shown in the illus-
tration above.
Las trayectorias de herramienta para estos bloques se mues-
tran en la ilustración anterior.
Blocks (a), (b), and (c) may be specified as
indicated below.
Podrán especificarse los bloques (a), (b) y (c) tal y
como se indica a continuación.
(a) X45.0 Z20.0; . . . . . . . . . . .
Positioning at (X45.0, Z20.0) at a
rapid traverse rate
Posicionamiento en (X45.0, Z20.0) a
velocidad de avance rápido.
(b) G41 G01 Z0 F1.0; . . . . . . .
Moving to at feedrate of
1.0 mm/rev
Since the block contains G41, this is
the start-up block.
The tool is offset to the left in reference
to the direction the cutting tool will
advance.
Movimiento hasta a una velocidad de avance
de 1,0 mm/rev
Dado que el bloque contiene G41, este es el
bloque de inicio
La herramienta se corrige a la izquierda en
referencia a la dirección en que avanzará la
herramienta de corte.
(c) X0 F0.15; . . . . . . . . . . . . . .
Cutting to at feedrate of
0.15 mm/rev
Corte hasta a una velocidad de 0,15 mm/rev
1 1
2 2
3 3
1
2
3
8
6
G40
G41
(G41)
G42
(G42)
7
(G42)
100
4
5
φ
In this program, although block (b) specifies
only Z-axis movement, the X-axis also moves
since this is the start-up block.
Here, the X-axis moves in the negative
direction by the tool nose radius.
Therefore, specify the X coordinate value in
block (a) so that interference can be avoided.
NOT A
En este programa, aunque el bloque (b) especifica
solamente el movimiento del eje Z, el eje X también se
mueve dado que se trata del bloque de inicio.
Aquí, el eje X se mueve en la dirección negativa
mediante el radio de la nariz de herramienta.
Por consiguiente, especifique el valor de coordenadas
X en un bloque (a) para que puedan evitarse las
interferencias.
 Loading...
Loading...