HAS
6.2. WORKING DIRECTIVES
Compared with bending
around a circular rail,
bending work using an
angle rail
presupposes
a
number of different
compromises. As
there is not suitable bracing within
the bending radius,
which
would
support the radius,
a certain amount of distortion
is always
produced
in
a certain area of
the
radius.
At the same time, if the
bending cheek is closely
adjusted, the
point
of
application of force on the
bending
rail moves towards the
point
of rotation. The resull is
the leading leg effect.
Angle
rails are used frequently in
spite of this. The disadvantages
-
such as differences
in angle
and radius
-
are often more than compensated
for by the costs of setting up and
tools which would
be necessary
for a large number of
ditferent circular rails.
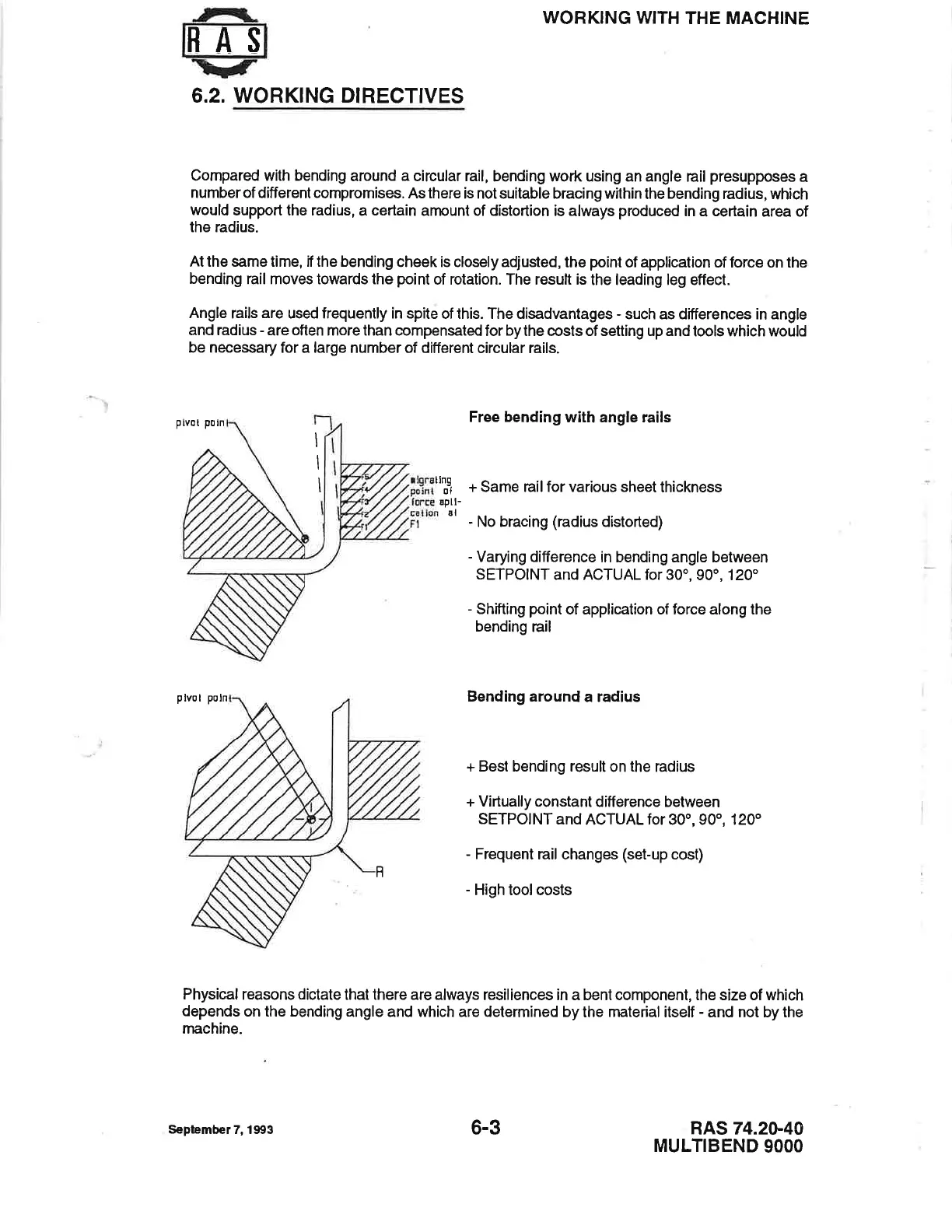
pivot poin
Free bending with angle rails
"Xs,
+ Same r:ail for various sheet
thickness
apll-
al
-
No bracing
(radius
distorted)
-
Varying difference
in bending angle between
SETPOINT
and
ACTUAL
for 30o,
90o, 120"
-
Shifting
point
of application of force along the
bending rail
pivol poln
Bending around
a radius
+ Best bending
result on the radius
+ Virtually
constant difference between
SETPOINT
and
ACTUAL for 30o, 90o, 120o
-
Frequent
rail changes
(set-up
cost)
-
High tool costs
Physical reasons dictate that there are
always resiliences in a bent component,
the
size
of
which
depends on the
bending angle and which are determined by
the
material
itself
-
and not by the
machine.
RAS 74.20-40
MULTIBEND
9OOO
WORKING WITH
THE MACHINE
I
I
I
H
Sepbmber 7, 1993
6-3
 Loading...
Loading...