RG55T-R Operation • Service • Maintenance
44
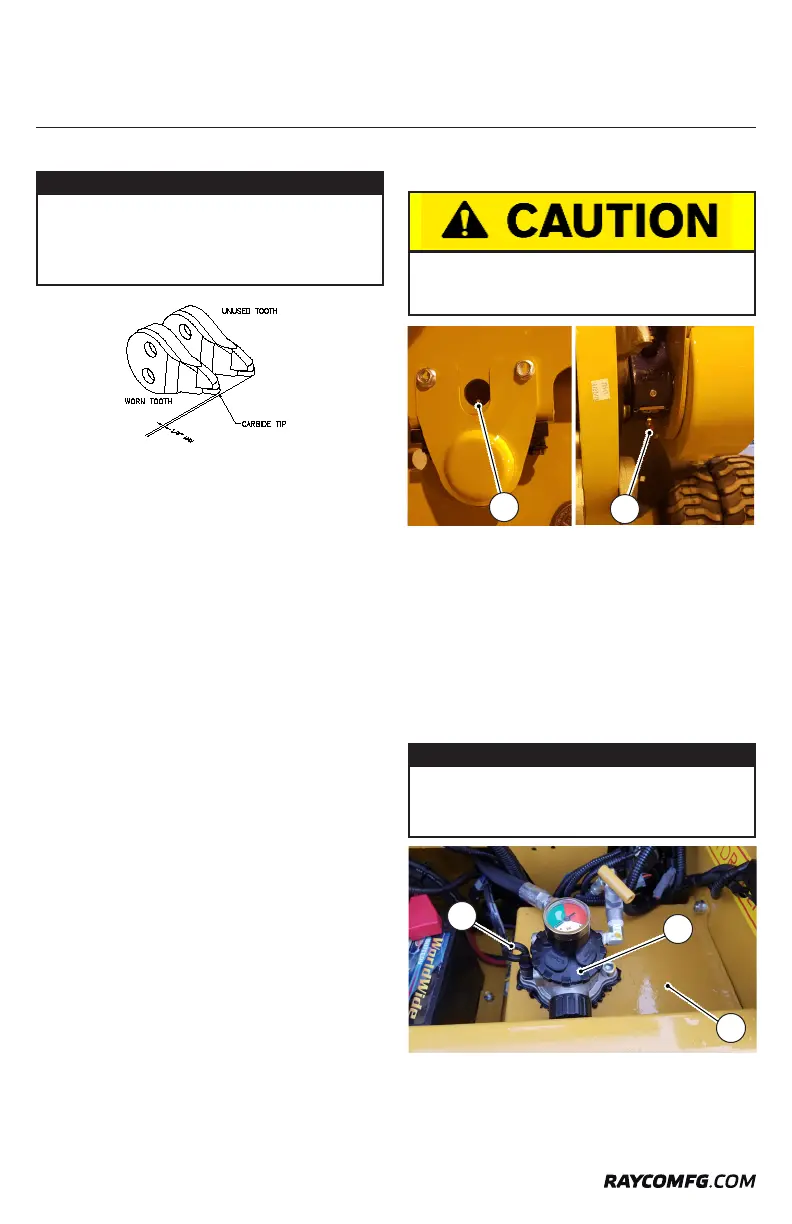
Sharpening Teeth
DO NOT allow any tooth to wear too much before sharpening.
Discard any tooth that has lost more than 1/8” of original bite.
Remove the tooth from the cutting wheel to be sharpened.
Tooth Sharpening Guidelines:
1. Obtain an unused tooth for comparison.
2. Discard any tooth that has lost more than 1/8” of original
bite, whether lost through usage or grinding.
3. Grind off a minimal amount from the end, just enough
to restore the original taper and radius on the end. The
end of the cemented carbide tip and the end of the steel
shank should be flush after grinding.
Cutter Wheel Bearings
Lubricate
Lubricate both cutter wheel bearings zerks(1) fitting DAILY.
There is a cutter wheel bearing on each side of the cutter wheel.
• Fill with high-temperature (NLGI 2) grease until you can
visually see the old grease purge itself out all the way
around the seal diameter and new grease beginning
to purge out.
This will ensure that the dirt and debris that gets collected
inside the seal area is flushed away from the internal bearings
thus providing longevity to the bearing and races.
Hydraulic Oil
The hydraulic oil tank (reservoir) (2) is located next to the
battery. The oil level can be checked with the dipstick (3). The
oil level should be 1/2” up on the dipstick, and not exceede
3/4”at any given time to allow for expansion.
Maintenance
NOTICE
Sharpening cemented carbide cutting teeth requires
a special process. Have your teeth sharpened only
by a qualified machinist for obtaining a proper edge
and to avoid injury.
NOTICE
Replace oil if it smells burnt or appears to be dirty.
Use only clean, fresh hydraulic oils, free of bubbles.
(bubbles indicate low hydraulic oil level.)
4
3
2
1
BE SURE TO SHUT DOWN THE MACHINE, AND
ENGINE BEFORE LUBRICATING THE CUTTER
WHEEL BEARINGS
1
 Loading...
Loading...
