Section02717ENGINE
Subsection 03 (TOP END)
F06B01A
1
TYPICAL
1. Circlip installer
– Remove sleeve from pusher then insert circlip
into its bore.
– Reinstall sleeve onto pusher and push until cir-
clip comes in end of tool.
F00B0QA
1
TYPICAL
1. Circlip near end of tool
– Position end of tool against piston pin opening.
– Firmly hold piston against tool and tap tool with
a hammer to insert circlip into its groove.
F00B0RA
TYPICAL
CAUTION: The hand retaining the piston
should absorb the energ
ytoprotectthecon-
necting rod.
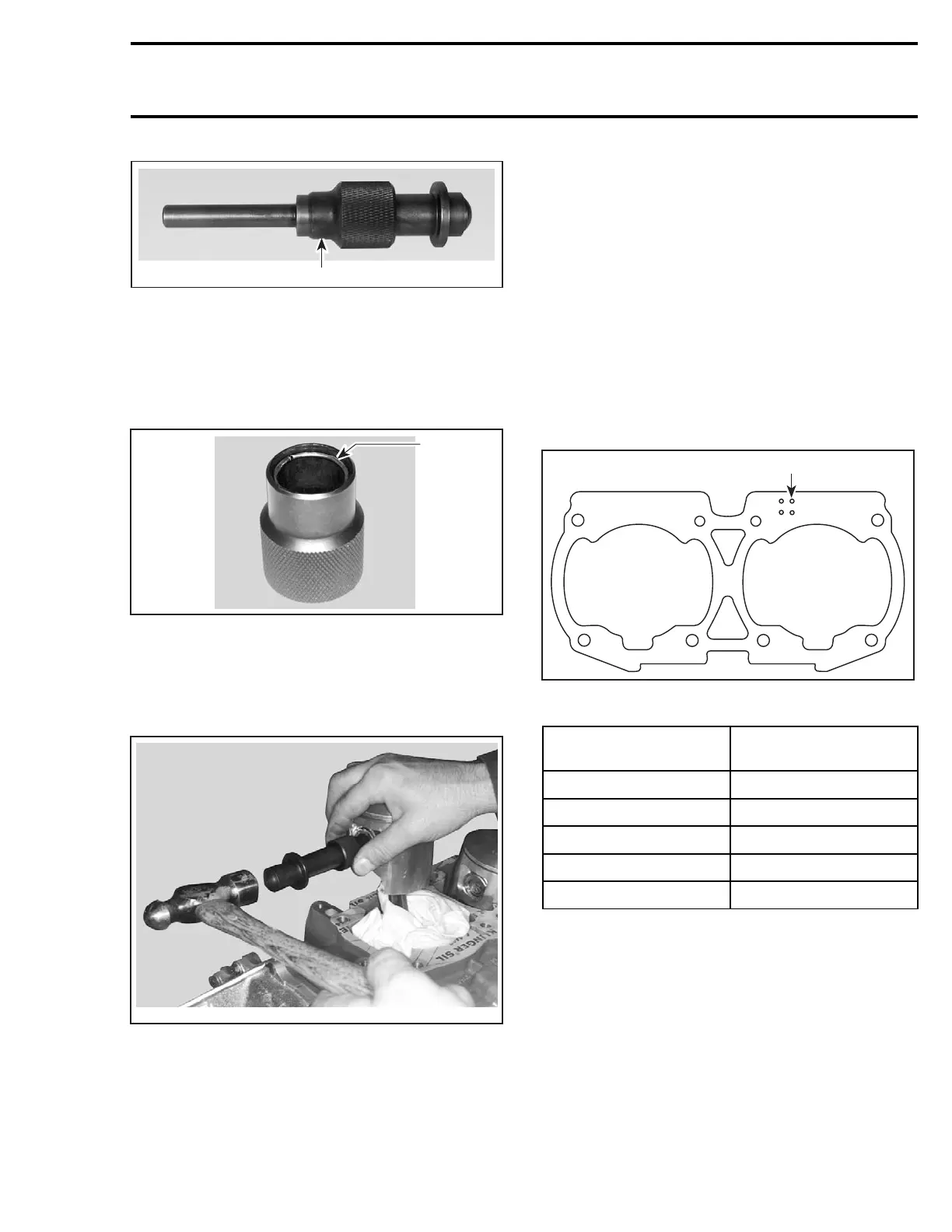
Cylinder Base Gasket
NOTE: The general procedure is to install a new
gasket of the same thickness. However, if you do
not know the gasket thickness that was installed
or if a crank repair has involved replacement of
connecting rods, refer to COMBUSTION CHAM-
BER VOLUME MEASUREMENT in ENGINE MEA-
SUREMENT section to properly determine the re-
quired gasket thickness.
Different thicknesses of cylinder base gaskets
no. 13 are used for a precise adjustment of the
combustion chamber volume.
To identify gasket thickness, refer to the identifi-
cation holes on the gasket.
F01D67A
1
TYPICAL
1. Identification holes
GASKET THICKNESS
IDENTIFICATION
HOLES
0.3 mm (.012 in) 3
0.4 mm (.016 in)
4
0.5 mm (.020 in)
5
0.6 mm (.024 in) 6
0.8 mm (.031 in) 8
Cylinder
To easily slide cylinder no. 6 over piston no. 8,use
the piston ring compressor (P/N 420 876 979).
smr2005-077 33
 Loading...
Loading...