- 31 -
electrodo y la corriente óptima correspondiente.
/DFRUULHQWHGHVROGDGXUDVHUHJXODHQIXQFLyQGHOGLiPHWURGHOHOHFWURGRXWLOL]DGR
y del tipo de junta que se desea realizar; para eso las corrientes utilizables para los
GLVWLQWRVGLiPHWURVGHHOHFWURGRVRQ
(OHFWURGRPP
&RUULHQWHGHVROGDGXUD$
0tQ 0i[
1.6 30 50
2.0 40 80
2.5 60 110
3.2 90 140
4.0 120 180
5.0 170 250
6.0 230 270
2EVHUYDU TXH D SDULGDG GH GLiPHWUR GHO HOHFWURGR XQRV YDORUHV HOHYDGRV GH
FRUULHQWHVHXWLOL]DUiQSDUDVROGDGXUDVHQSODQRPLHQWUDVTXHSDUDVROGDGXUDVHQ
YHUWLFDORVREUHFDEH]DOWHQGUiQTXHXWLOL]DUVHFRUULHQWHVPiVEDMDV
/DVFDUDFWHUtVWLFDVPHFiQLFDVGHODMXQWDVROGDGDVHGHWHUPLQDQDGHPiVTXHSRU
OD LQWHQVLGDG GH FRUULHQWH HOHJLGD SRU ORVRWURV SDUiPHWURV GH VROGDGXUD FRPR
ORQJLWXG GHO DUFR YHORFLGDG \ SRVLFLyQ GH HMHFXFLyQ GLiPHWUR \ FDOLGDG GH ORV
electrodos (para una conservación correcta mantener los electrodos protegidos
FRQWUDODKXPHGDGHQORVSDTXHWHVRFRQWHQHGRUHVHVSHFt¿FRV
$7(1&,Ï1
(Q IXQFLyQ GH OD PDUFD GHO WLSR \ GHO HVSHVRU GHO UHYHVWLPLHQWR GH ORV
HOHFWURGRV SXHGHQ SUHVHQWDUVH LQHVWDELOLGDGHV GHO DUFR GHELGDVDOD
FRPSRVLFLyQGHOHOHFWURGRPLVPR
352&(',0,(172
0DQWHQLHQGRODPiVFDUD)5(17($/$&$5$KDFHUUR]DUODSXQWDGHOHOHFWURGRHQ
la pieza que hay que soldar, realizando un movimiento parecido al que se hace para
HQFHQGHUXQDFHULOODpVWHHVHOPpWRGRPiVFRUUHFWRSDUDFHEDUHODUFR
$7(1&,Ï112*2/3(7($5ODSLH]DFRQHOHOHFWURGRVHFRUUHUtDHOULHVJRGH
GDxDUHOUHYHVWLPLHQWRGL¿FXOWDQGRHOFHEDGRGHODUFR
- Inmediatamente después del cebado del arco, intentar mantener una distancia de
ODSLH]DHTXLYDOHQWHDOGLiPHWURGHOHOHFWURGRXWLOL]DGR\PDQWHQHUHVWDGLVWDQFLD
OR PiV FRQVWDQWH SRVLEOH GXUDQWH OD HMHFXFLyQ GH OD VROGDGXUD UHFRUGDU TXH OD
LQFOLQDFLyQGHOHOHFWURGR HQ HOVHQWLGRGHO DYDQFH WHQGUi TXHVHUGHXQRV
grados.
- A la terminación del cordón de soldadura, llevar la extremidad del electrodo
OLJHUDPHQWH DWUiV FRQ UHVSHFWR D OD GLUHFFLyQ GH DYDQFH DUULED GHO FUiWHU SDUD
UHDOL]DUHOOOHQDGROXHJROHYDQWDUUiSLGDPHQWHHOHOHFWURGRGHOEDxRGHIXVLyQSDUD
obtener el apagado del arco (aspectos del cordón de soldadura - FIGURA M).
&RQ¿JXUDFLyQGHODPRGDOLGDG00$)LJ/
(OXVXDULRSXHGHSHUVRQDOL]DUORVSDUiPHWURVGHVROGDGXUDVLJXLHQWHV)LJ/
-
: Corriente de soldadura medida en Amperios.
-
: Representa la sobrecorriente inicial “HOT START” con la indicación en el
display del incremento en porcentaje con respecto al valor de la corriente de
soldadura que se ha seleccionado. Esta regulación mejora la partida.
-
5HSUHVHQWDODVREUHFRUULHQWHGLQiPLFD³$5&)25&(´FRQODLQGLFDFLyQ
en el display del incremento en porcentaje con respecto al valor de la corriente de
VROGDGXUD TXH VH KD SUHVHOHFFLRQDGR (VWD UHJXODFLyQ PHMRUD OD ÀXLGH] GH OD
soldadura, evita el encolado del electrodo a la pieza y permite el uso de varios tipos
de electrodos.
-
: ON/OFF; permite activar o desactivar el dispositivo de reducción de la
tensión de salida en vacío (regulación ON u OFF). Con VRD activado aumenta la
seguridad del operador cuando la soldadora se encuentra encendida pero no en
condiciones de soldadura.
En la parte izquierda del display se visualizan las magnitudes reales de soldadura
FRUULHQWHWHQVLyQGHVROGDGXUD\GLiPHWURGHOHOHFWURGRDFRQVHMDGR
62/'$'85$7,*'&'(6&5,3&,Ï1'(/352&(',0,(172
35,1&,3,26*(1(5$/(6
La soldadura TIG DC es apta para todos los aceros de carbono bajo-aleados y alto-
aleados y a los metales pesados cobre, níquel, titanio y sus aleaciones (FIG. N).
Para la soldadura en TIG DC con electrodo en el polo (-) normalmente se utiliza un
electrodo con el 2% de Cerio (banda de color gris). Es necesario sacar una punta en
el electrodo de tungsteno longitudinalmente a la muela, véase la FIG. O, prestando
atención a que la punta sea perfectamente concéntrica, para evitar desviaciones del
arco. Es importante realizar el amuelado en el sentido de la longitud del electrodo.
(VWDRSHUDFLyQWHQGUiTXHUHSHWLUVHSHULyGLFDPHQWHHQIXQFLyQGHOXVR\GHOGHVJDVWH
del electrodo o bien cuando el mismo se haya contaminado accidentalmente, oxidado
o bien utilizado no correctamente. Para una buena soldadura es imprescindible utilizar
HOGLiPHWURH[DFWRGHOHOHFWURGRFRQODFRUULHQWHH[DFWDYpDVHODWDEOD7$%/$/D
VDOLHQWHQRUPDOGHOHOHFWURGRGHVGHODWREHUDGHFHUiPLFDHVLJXDODPP\SXHGH
llegar a 8 mm para las soldaduras angulares.
/DVROGDGXUDVHREWLHQHSRUIXVLyQGHORVPiUJHQHVGHODMXQWD3DUDHVSHVRUHVVXWLOHV
oportunamente preparados (de hasta 1 mm aproximadamente) no es necesario el
material de aporte (FIG. P).
Para espesores superiores son necesarias varillas de la misma composición del
PDWHULDO GH EDVH \ GH GLiPHWUR DGHFXDGR FRQ OD SUHSDUDFLyQ DGHFXDGD GH ORV
PiUJHQHV),*4
Es oportuno, para un buen resultado de la soldadura, que las piezas se limpien
cuidadosamente y estén libres de óxido, aceites, grasas, disolventes, etc.
352&(',0,(172&(%$'2/,)7
- Regular la corriente de soldadura al valor deseado por medio de la empuñadura
B-5; adaptar la corriente durante la soldadura al aporte térmico necesario real.
&RQWURODUHOÀXMRFRUUHFWRGHOJDV
El encendido del arco eléctrico se obtiene con el contacto y el alejamiento del
electrodo de tungsteno desde la pieza que hay que soldar. Esta modalidad de
cebado causa menos interferencias electro-irradiadas y reduce al mínimo las
inclusiones de tungsteno y el desgaste del electrodo.
- Apoyar la punta del electrodo en la pieza con una ligera presión.
- Levantar inmediatamente el electrodo de 2-3 mm obteniendo de esta forma el
cebado del arco.
La soldadura inicialmente genera una corriente reducida. Después de algunos
LQVWDQWHVVHJHQHUDUiODFRUULHQWHGHVROGDGXUDTXHVHKDFRQ¿JXUDGR
3DUDLQWHUUXPSLUODVROGDGXUDOHYDQWDUUiSLGDPHQWHHOHOHFWURGRGHVGHODSLH]D
',63/$<7'7(102'$/,'$'7,*)LJ/
En la parte izquierda del display se visualizan las magnitudes reales de soldadura
(corriente y tensión de soldadura)
6(f$/(6'($/$50$7$%/$
(OUHVWDEOHFLPLHQWRHVDXWRPiWLFRHQHOPRPHQWRGHODWHUPLQDFLyQGHODFDXVDGH
alarma.
Mensajes de alarma que pueden visualizarse en el display:
DESCRIPCIÓN:
Alarma protección térmica
Alarma sobre/subtensión
Alarma tensión auxiliar
Alarma sobrecorriente en soldadura
Alarma cortocircuito en antorcha
Alarma anomalía arrastre
Alarma fuera de línea
Alarma línea-error
Alarma del grupo de enfriamiento
Cuando se apaga la soldadora puede producirse durante unos segundos la señalación
de alarma por subida o bajada de tensión.
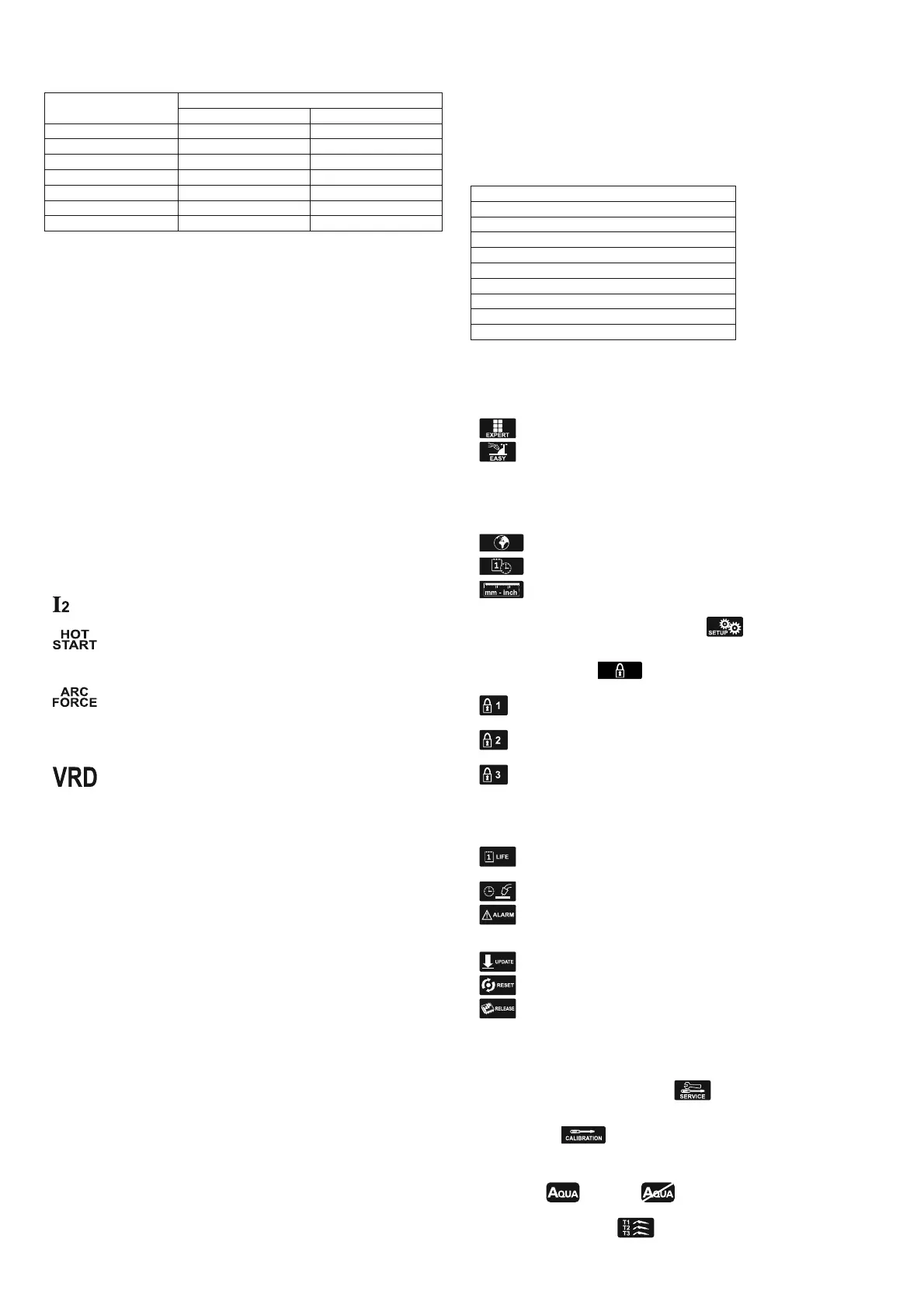
0(1Ò&21),*85$&,21(6)LJ/
0(1Ò02'()LJ/
Permite elegir la modalidad MIG-MAG entre las visualizaciones:
-
WRGRVORVSDUiPHWURVVHYLVXDOL]DQFRPRVHKDGHVFULWRDQWHULRUPHQWH
-
: Fig. L-17. En esta modalidad se representa la pieza que se debe soldar
y la forma del cordón de soldadura. Si se aprieta el pulsador C-6 se
WLHQHDFFHVRDWRGRVORVRWURVSDUiPHWURV
En modalidad “EASY” no se puede realizar la soldadura en modalidad MIG MAG y
PoP.
0(1Ò&21),*85$&,21(6)LJ/
Permite configurar:
-
: idioma.
-
: hora y fecha.
-
: unidades de medida métricas o anglosajonas.
%/248(2'()81&,21(6
Una vez seleccionado el icono de configuración
, se deben apretar al mismo
tiempo los pulsadores de avance de hilo (C-2) y de purga de gas (C-3) y a continuación
se debe confirmar apretando la empuñadura multifunción (C-5). La pantalla que
aparece contiene el icono
que si se selecciona permite configurar 3 niveles
diferentes de bloqueo de funciones:
-
: ninguna protección; se pueden navegar, configurar y modificar todos los
SDUiPHWURVGHVROGDGXUD
-
SURWHFFLyQ LQWHUPHGLD VH SXHGHQ FRQILJXUDU VROR ORV SDUiPHWURV
fundamentales de soldadura.
-
SURWHFFLyQPi[LPDQRVHSXHGHPRGLILFDUQLQJ~QSDUiPHWUR
0(1Ò6(59,&,2)LJ/
Permite obtener información sobre el estado de la soldadora.
0(1Ò,1)2
-
: días (DDDD), horas (HH), minutos (mm) de funcionamiento de la
soldadora.
-
: días (DDDD), horas (HH), minutos (mm) de trabajo de la soldadora.
-
: lista de alarmas.
0(1Ò),50:$5(
-
: permite actualizar el software de la soldadora con llave USB.
-
: permite volver a configurar la soldadora con las condiciones iniciales.
-
: versiones de software instaladas.
0(1Ò'(,1)250(
Permite generar un informe y guardarlo en una llave USB. En el informe se incluye
diferente información relativa al estado de la soldadora (Software instalado, horas de
vida o trabajo, alarmas, proceso de soldadura fijado, etc).
&$/,%5$'2
Una vez seleccionado el icono de servicio
, se deben apretar al mismo tiempo
los pulsadores de avance de hilo (C-2) y de purga de gas (C-3) y a continuación se
debe confirmar apretando la empuñadura multifunción (C-5). La pantalla que aparece
contiene el icono
que si se selecciona permite calibrar la soldadora de
manera que sea conforme con la normativa EN50504.
0(1Ò$48$
Permite activar
/ desactivar el funcionamiento del G.R.A.
0HQ~FRQ¿JXUDFLyQDQWRUFKD777VRORYHUVLyQDQWRUFKDV
Una vez seleccionado el icono
aparece una pantalla donde se representan los
iconos de las 3 antorchas (Tab. 3):
 Loading...
Loading...





