Injection Molding Machine Chapter 6
V3.0
6-6
3.2 Barrel removal/installation and cleaning
Procedures for removing barrel are:
A) Carriage retract all the way back,adjust mold thickness
to maximum,injection to end,open the mold to
maximum,turn off heater.
B) Remove all heater band,thermocouple & barrel cover.
C) Remove screw lock ring from quill
D) Suck back to pull out the screw from quill
E) Remove barrel fixing nut.
F) Use steel cable to hang the barrel,use copper bar or
non-metal object to push the part between screw and
coupling (quill) to eject the screw out of the inj. unit
with injection operation.
Procedures for installing the barrel are:
A) Use steel cable to hang the barrel,use copper bar or non-metal object to hit against the part between
barrel end cap and movable platen to push the barrel into the injection unit by clamp close operation.
B) Tighten barrel fixing nut.
C) Install screw into coupling (quill) and fix the screw lock ring.
D) Install all heater bands,thermocouples and barrel guard cover
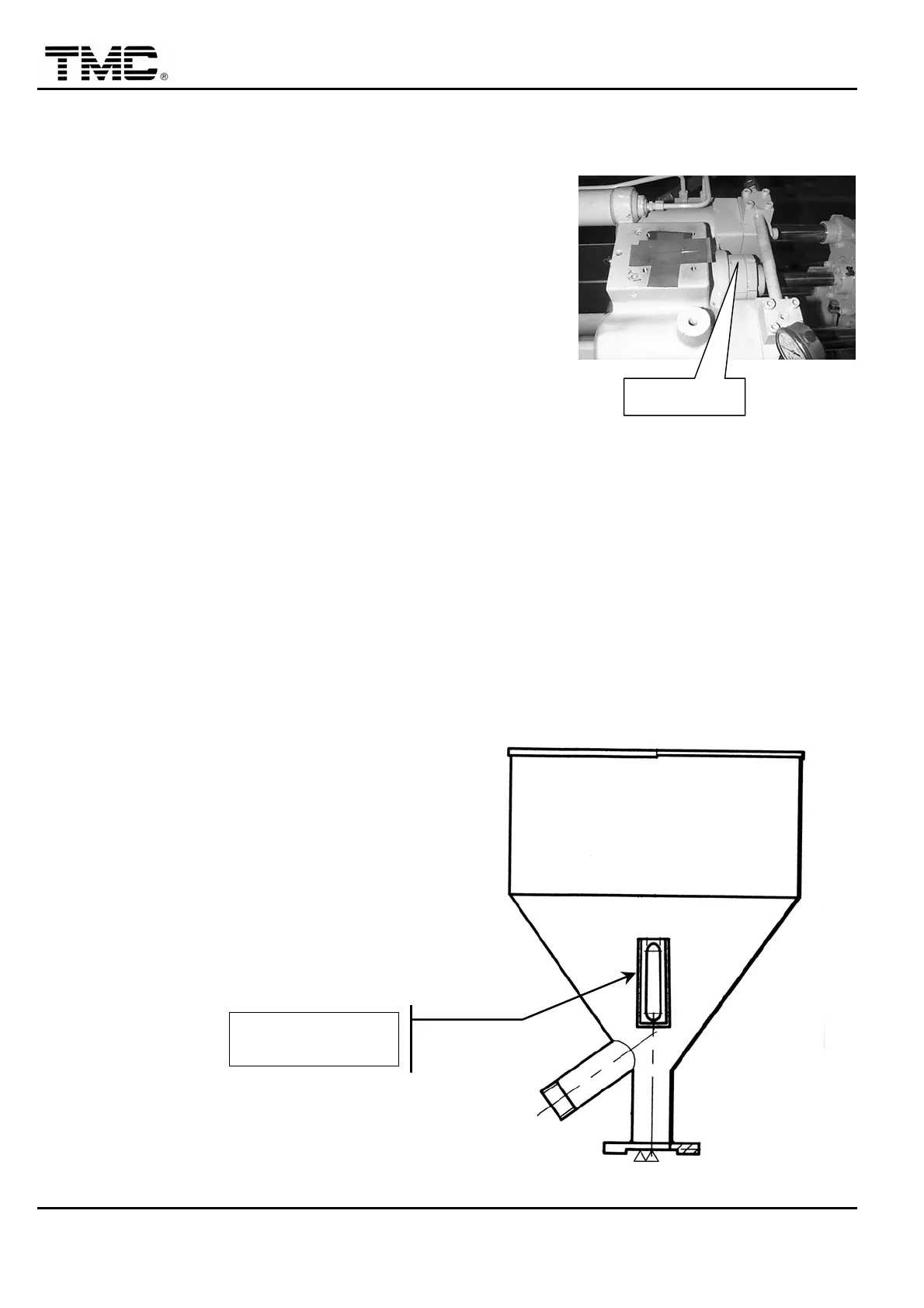
3.3 Hopper window glass replacement
The hopper has a glass window for operator to
check the plastics resin inside it, if the glass was
broken or wasn’t clear to see through, operator must
replace it with a new one, the dimensions are 33mm
width by 115mm length by 1/8” thickness, tempered
glass type.
Fixing nut
Glass window
 Loading...
Loading...