5.5 Ločilni transformator
Napaja vse krmilne elemente polavtomata, vključno z elektronskimi vložki.
6. PRIKLJUČITEV IN PRIPRAVA
6.1 Priključitev aparata na omrežno napetost
Aparat je grajen za trifazno omrežno napetost 3x400V/50Hz, varovano s počasnimi varovalkami 16 A.
Postavimo ga na primerno mesto blizu mesta varjenja in omogočimo nemoten dostop zraka. Ni
priporočljivo postavljati aparata v bližino predmetov, ki sevajo toploto in na kraj, kjer ni zaščite pred
atmosferskimi vplivi.
6.2 Jeklenka z zaščitnim plinom
Jeklenko z zaščitnim plinom postavimo na podaljšano dno in jo zavarujemo pred prevrnitvijo z verigo.
Odvijemo zaščitni pokrov in ventil jeklenke počasi odpiramo, da izpihnemo morebitne nečistoče. Pri
uporabi ogljikovega dioksida (CO
2
) lahko pride do nastanka ledu na reducirnem ventilu, kar lahko
preprečimo z uporabo grelca (opcija). Na jeklenko montiramo reducirni ventil z manometri in ga spojimo z
armirano cevjo na plinski ventil. Vijak za nastavitev količine plina obrnemo v levo – najmanjši tlak.
Odpremo plinski ventil na jeklenki in vijak za nastavitev količine plina obračamo v desno tako dolgo, da
kazalec na manometru pokaže želeni tlak plina.
6.3 Cevni paket z varilno pištolo (glej prilogo) in kabel za maso
Cevni paket z varilno pištolo vstavimo v centralni priključek. Nato obračamo plastično matico v desno tako
dolgo, dokler ne začutimo odpora. A tem je cevi paket montiran na svoje mesto. Kabel s masno stezalko
dobro pričvrstimo na varjenec, da se spojno mesto ne bo grelo, kar povzroča slabšo kvaliteto zvara.
6.4 Kolut z varilno žico
Preden namestimo kolut, moramo z vijakom za nastavitev zaviralnega momenta, ki se nahaja na nosilcu
koluta prilagoditi pritisk zaviranja. Ta je pravilno naravnan, če se z blagim potegom žice kolut lahko
obrača. Zaviranje ne sme biti premočno, ker bomo nepotrebno obremenjevali pogonski motor. Pri
nameščanju koluta na nosilec moramo paziti na pravilno smer odvijanja varilne žice (v desno).
6.5 Napeljava varilne žice
Cev za vodenje elektrode (varilne žice) je občutljiva na mehansko obrabo, zato je potrebno žico pred
napeljavo na koncu popiliti in zaobliti. Z obračanjem v levo popustimo vzmet, nemeščeno na vijaku.
Preverimo, ali utor na pogonskem valju ustreza premeru žice. V kolikor ne, ga zamenjamo. Žico
izravnamo ter jo nato potisnemo v cevko in v spiralno vodilo cevnega paketa. Vijak za regulacijo pritiska
transportnih sredstev koles obračamo v smeri urinega kazalca dokler ne dosežemo pravilen pritisk.
7. UPRAVLJANJE APARATA
Vključimo stikalo in zasveti signalna lučka. Potenciometer za nastavljanje hitrosti podajanje varilne žice
nastavimo srednji položaj. S pritiskom tipkala na varilni pištoli vklopimo kontaktor, plinski ventil in
elektromotor za pogon varilne žice. Če je plin na jeklenki odprt, bo na izhodu varilne pištole izhajal plin.
Če vijak za regulacijo pritiska koles ni dovolj zategnjen, se bodo kolesa obračala, vendar žice ne bodo
potiskali. V tem primeru ga moramo narahlo zategniti v smeri urinega kazalca. Nikoli ne smemo vijak
preveč zategniti, ker nepotrebno obremenimo motor, ležaje na kolesih in povečamo obrabo utorov
pogonskih koles.Odpustimo tipkalo na varilni pištoli ter snamemo zaščitno plinsko šobo. Preverimo, če
kontaktna šoba ustreza premeru žice. Pri vstavljanju žice se često v primeru slabe zaoblitve vrha varilne
žice le – ta zatakne na izhodu skozi njo, zato jo je dobro sneti. Ponovno pritisnemo tipkalo na varilni pištoli
in hitrost žice nastavimo tako, da elektromotor nemoteno dodaja varilno žico, dokler se ta ne pojavi na
izhodu varilne pištole. Nato privijemo kontaktno in plinsko šobo in glede na vrsto materiala, ki ga varimo,
izberemo varilne parametre. Po tem vršimo regulacijo varilnega toka s stikali za nastavitev in regulacijo
dodajanja varilne žice ter naredimo poskusni zvar.
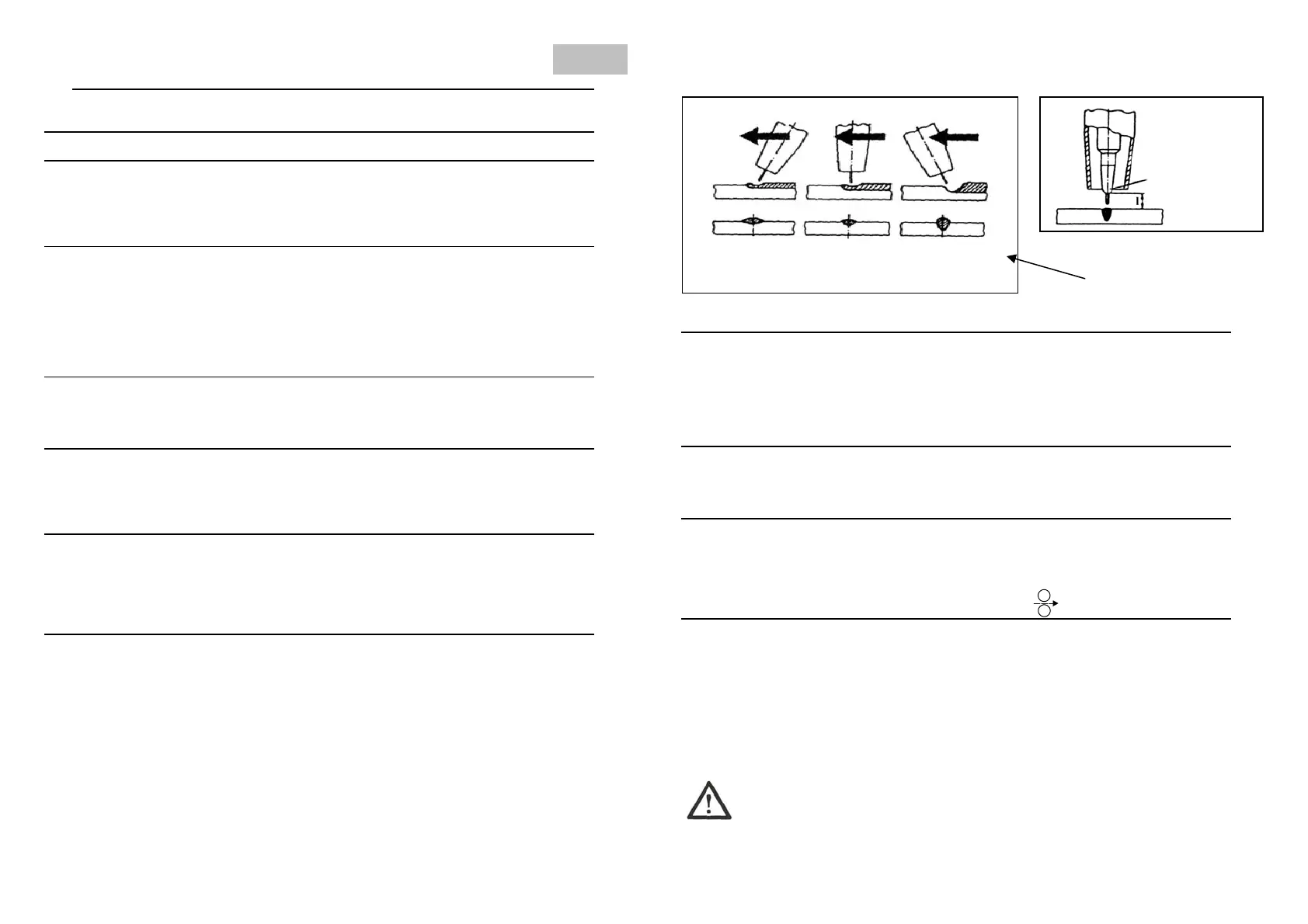
Vodenje varilne pištole ima velik vpliv na obliko temena zvara.
KONTAKTNA
ŠOBA
POTISNI PRAVOKOTNI VLEČNI
POLOŽAJ POLOŽAJ POLOŽAJ NAČINI POMIKANJA
MIG/MAG GORILNIKA
7.1 Varjenje s polavtomatom
Razdalja med kontaktno šobo in varjencem mora biti med varjenjem konstantna. Priporočljiva razdalja
med kontaktno šobo in varjencem za konstrukcijska in nerjaveča jekla je 5 – 10 mm, za aluminij pa 20
mm.
Če so vsi varilni parametri pravilno nastavljeni, dobimo najkvalitetnejši zvar. Če spustimo tipkalo na varilni
pištoli, izklopimo elektromotor, energetski transformator in s tem prekinemo električni oblok. Zaščitni plin
bo še kratek čas izhajal, da zaščitimo zvarjeno mesto pred oksidacijo.
7.2 Varjenje aluminija
Pri varjenju aluminija uporabimo kot zaščitni plin čisti Argon. Na pogonskem mehanizmu moramo zamenjati
pogonsko kolo z " V " utorom s kolesom z " U " utorom. Prav tako je potrebno zamenjati spiralno vodilo na
pogonskem mehanizmu z teflonskim vodilom Ø 2/ Ø 4 dolžine I – 90 mm.
7.3 Točkovno varjenje s polavtomatom – potenciometer ↓↑
V kolikor želimo z aparatom variti kratke zavre vklopimo stikalo na potenciometru in nastavimo čas
točkanja, ki je nastavljiv med 0,5 sek. in 2 sek. Ostale parametre varjenja nastavimo po opisanem
postopku v poglavju 7.1. Navadno plinsko šobo zamenjamo s šobo za točkanje in varimo. Po preteku
nastavljenega časa točkanja se aparat samodejno izklopi.
Naslednji zvar lahko izvedemo s spustom in ponovnim pritiskom tipkala na varilni pištoli.
7.4 Intervalno varjenje s polavtomatom – potenciometer
Če želimo zaporedno variti več kratkih zvarov, vklopimo stikalo na potenciometru za intervalno varjenje in
nastavimo čas pavze. Ta je prav tako nastavljiv med 0,5 sek. in 2 sek. Čas varjenja (točkanja) nastavimo
s potenciometrom ↓↑ . Za intervalno varjenje nastavimo čas varjenja in čas pavze in ustrezno hitrost
dodajanja žice. Ob pritisku tipkala na pištoli se začne intervalno varjenje s presledki. V času pavze ostane
zaščitni plin prisoten in kontaktor vklopljen, motor za dodajanje žice pa je zaprt. Pri tem moramo ves čas
intervalnega varjenja pritiskati tipkalo.Med varjenjem ni dovoljeno preklapljanje pritiskala na regulacijo
varilnega toka. Vrata (stranica) naprave za dodajanje žice morajo biti vedno zaprta.
Ob prekoračitvi oz. neupoštevanju predpisane intermitence polavtomata bi se energetski transformator
pregrel, zaradi česar termostat izklopi delovanje aparata (prižge se rumena lučka). Nobena funkcija ne
dela, razen ventilatorja, ki hladi napravo. Ko se energetski transformator dovolj ohladi termostat ponovno
vklopi (rumena lučka ugasne), polavtomat je ponovno pripravljen za varjenje.
POZOR! Med hlajenjem ne izklapljajte aparata!
SLO
 Loading...
Loading...