60
Skæreprocessen begynder ved at indføre diamantklingen i det materiale, der ønskes skåret. Ved at skifte
til kontakten for fremføring begynder skærehovedet at bevæge sig på skinnen indtil den ønskede
skærelængde nås, herefter føres klingen endnu længere ned i materialet, hvorefter kontakten for fremføring
igen aktiveres, således at savhovedet igen bevæger sig hen af skinnen. Denne proces udføres indtil den
ønskede skære-dybde og –længde nås.
3.1 Specifikationer
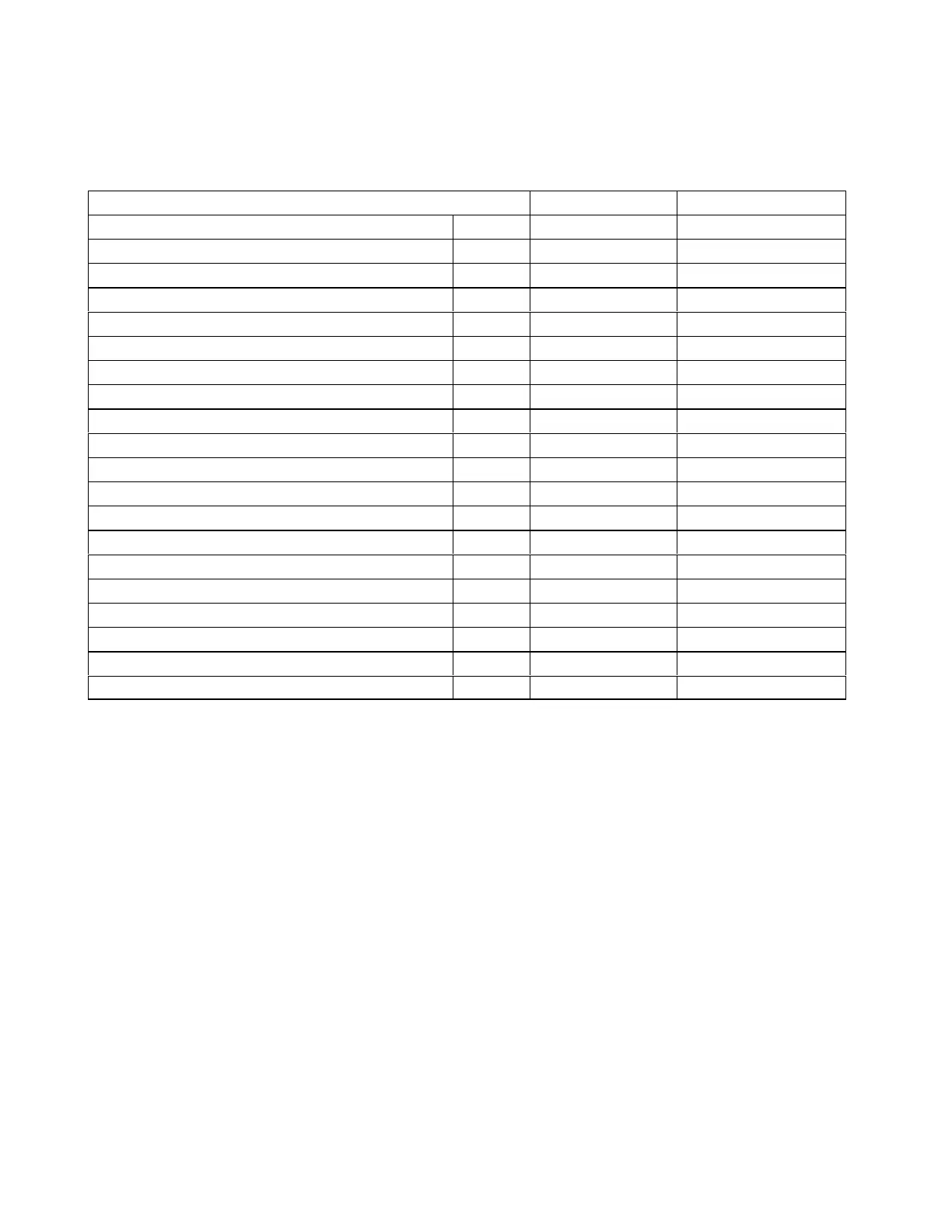
Maskintype WS 75 WS 75 H
Mærkespænding V 400~/3P+N+PE 400~/3P+PE
Mærkestrøm A 10 20
Mærkeeffekt kW 5,5 11
Udgangseffekt kW 4 9,5
Mærkefrekvens - indgang Hz 50 50
Mærkefrekvens - udgang Hz 50 300 (200 - 350)
Omdrejningstal (fuld belastning) 1/min 1200 1500 (1000 - 1800)
Maks. skæredybde mm 320 320
Beskyttelsesart IP 55 IP 55
Vægt-motor kg 17 13
Vægt-support kg 19 19
Vægt-skinne kg 12 12
Værktøjsoptagelse - boring mm 25,4 25,4
Værktøjsoptagelse - delkreds mm 90/6xM8 90/6xM8
Savbladsdiameter maks. mm 750 750 (800)
Fremføringskraft - længdefremføring maks. N 2000 2000
Fremføringskraft - dykkefremføring maks. N 2000 2000
Skinnelængde - standard mm 2180 2180
Skinnelængde - tilbehør mm 1090 1090
Kølevandsforbrug ved fuld belastning l/min 1 1,5
3.2 Design
Det komplette savsystem består af savhovedet [1] – med bevægelig skærearm [2], der styrer de
tværgående bevægelser – aftagelig hovedmotor [3] og sving motor for indføring [4] og fremføringsmotor
[5]. Diamantklingen [7] er monteret på den bevægelige skærearms hovedaksel [6].
Ved normal skæring monteres klingen på den almindelige flange[8], der er monteret med en sekskantet bolt
[9] M12x25 10.9.
Ved tætskæring monteres diamantklingen på den bagerste flange [11] med 6 stk. undersænkede
unbracoskruer [10] M8x10.
Savhovedet monteres på skinnerne [15] ved hjælp af 2 stk. dreje håndtag [12] der er monteret på excentrisk
aksler [13] og pinol lejer [14].
WS 75 bevæger sig på skinnen [15] ved hjælp af prismer [16] lavet af et specielt komposit materiale, der
er vibrationsfrit og har en lang levetid.
Skinnerne er lavet af hærdet og meget holdbart aluminium. For at beskytte skinne mod slidtage er
sliddelene lavet af hærdet stålprofiler.
Skinnerne er fastgjort til skinnebukkene med 2 klemgreb [17] der anvendes minimum 2 skinnebukke pr
skinne [18] skinnebukkene monteres på arbejdsstedet via dyvler.
De elektriske dele i WS 75, er produceret i henhold til sikkerhedsregulativ IP55 og er dermed beskyttet imod
vandgennemtrængning ved sprøjtevand, ikke højtryks eller damprensning!!
Hovedmotoren er vandkølet, dvs. Køle og rengøringsvandet til klingen, løber først gennem hovedmotorens
kølesystem, før vandet ledes via hovedakslen direkte ind i midten af diamantklingen.
 Loading...
Loading...

