IS-300CA INVERTER POWER SUPPLY
990-418 1-1
CHAPTER 1
SYSTEM DESCRIPTION
Section I: Features
Basic, Advanced and EtherNet/IP
TM
Models
The Amada Weld Tech IS-300CA is an inverter-type power supply specially designed to be used for spot
welding and fusing. The IS-300CA provides 300 amps primary current.
The IS-300CA can be ordered as a Basic (1-325-02 / 1-325-02-01) or Advanced (1-325-02-02 / 1-325-
02-03) or EtherNet/IP
TM
(1-325-02-04 / 1-325-02-05) units. The feature differences are highlighted
below and throughout the manual. For the rest of this manual, the Amada Weld Tech IS-300CA will
simply be referred to as the Power Supply, unless a feature or procedure unique to a specific model is
described.
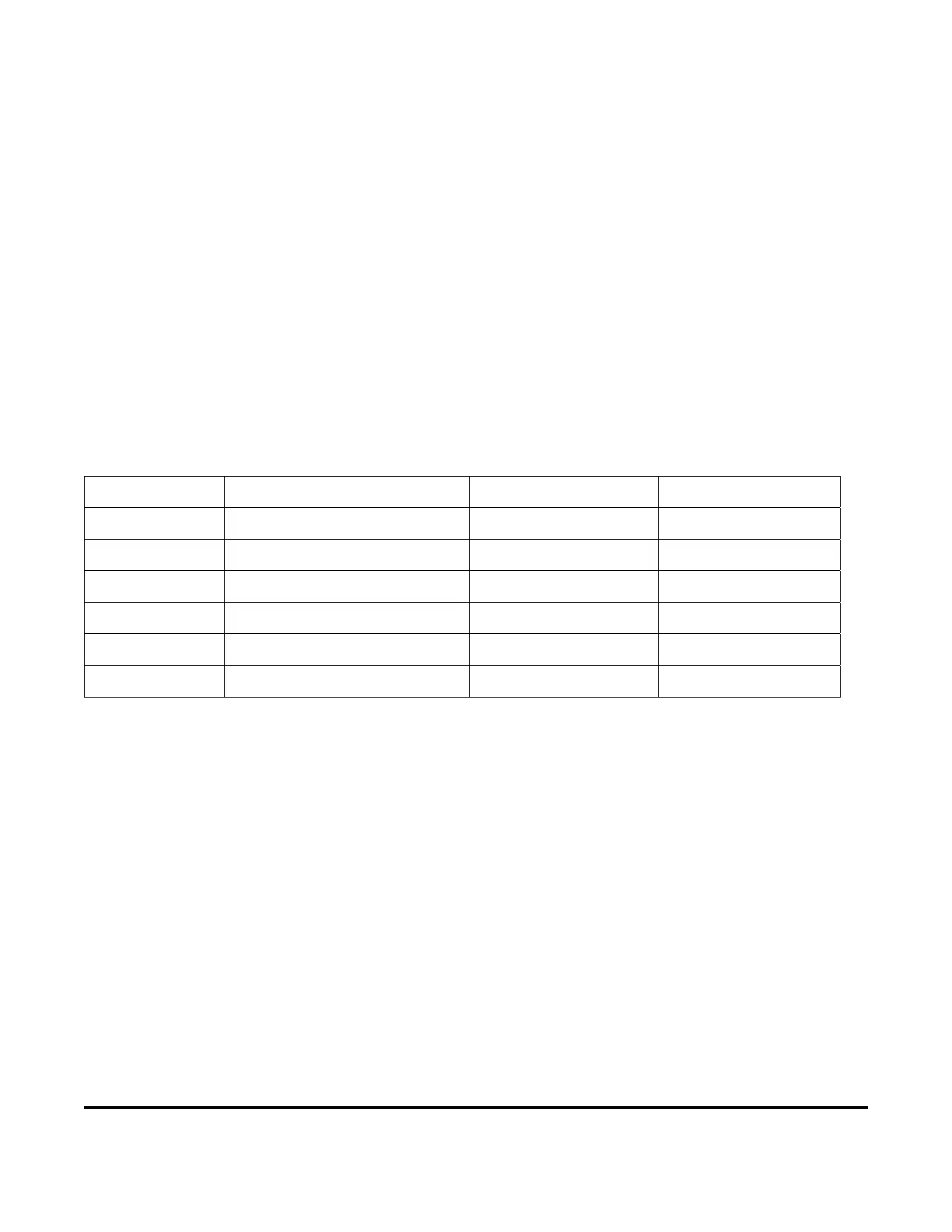
Part Number Catalog Name Description Voltage
1-325-02 IS-300CA BAS, 200-240V Basic Unit 200-240 VAC 3-PH
1-325-02-01 IS-300CA BAS, 380-480V Basic Unit 380-480 VAC 3-PH
1-325-02-02 IS-300CA ADV, 200-240V Advanced Unit 200-240 VAC 3-PH
1-325-02-03 IS-300CA ADV, 380-480V Advanced Unit 380-480 VAC 3-PH
1-325-02-04 IS-300CA EIP AB, 200-240V EtherNet/IP
TM
Unit 200-240 VAC 3-PH
1-325-02-05 IS-300CA EIP AB, 380-480V EtherNet/IP
TM
Unit 380-480 VAC 3-PH
You program and monitor Power Supply operation by using the external MA-660A Program Unit which
is sold separately. This Program Unit is commonly referred to as “the Pendant.” For the rest of this
manual the MA-660A will simply be referred to as the Pendant.
The power supply accepts 3-phase voltage from 380VAC to 480VAC or 200VAC to 240VAC.
Welding-current monitoring function for judgment of weld quality.
Six control systems:
Primary constant-current effective value control.
Secondary constant-current effective value control.
Secondary constant-power effective value control.
Primary constant-current peak value control.
Secondary constant-voltage effective value control, and Constant-phase control) for stable
weld quality. The control method can be set for WELD1 to WELD3, respectively.
Pulse and upslope (downslope) can be set for WELD1 to WELD3, respectively.
 Loading...
Loading...