CHAPTER 3: USING PROGRAMMING FUNCTIONS
IS-300CA INVERTER POWER SUPPLY
3-56 990-418
h. DISPLACEMENT MONITOR
Measures the degree of work piece collapse by measuring the head travel distance from the pre-
check start to the displacement delay time elapses. The degree of collapse in fusing welding can
be controlled.
In DISPLACEMENT LIMIT, set the upper limit (HIGH) and the lower limit (LOW) to control
the head travel distance (the degree of work piece collapse) from the pre-check start to the
displacement delay time elapses.
In DISPLACEMENT DELAY TIME, set the delay time from the end of WE3 to the
displacement measurement. Since the degree of work piece collapse changes by remaining heat
of electrode even after welding, set the time in consideration of the timing to make a displacement
measurement. Up to the time set in HOLD can be set.
In DISPLACEMENT MONITOR, the head travel distance (the degree of work piece collapse)
from the pre-check start to the displacement delay time elapses is displayed.
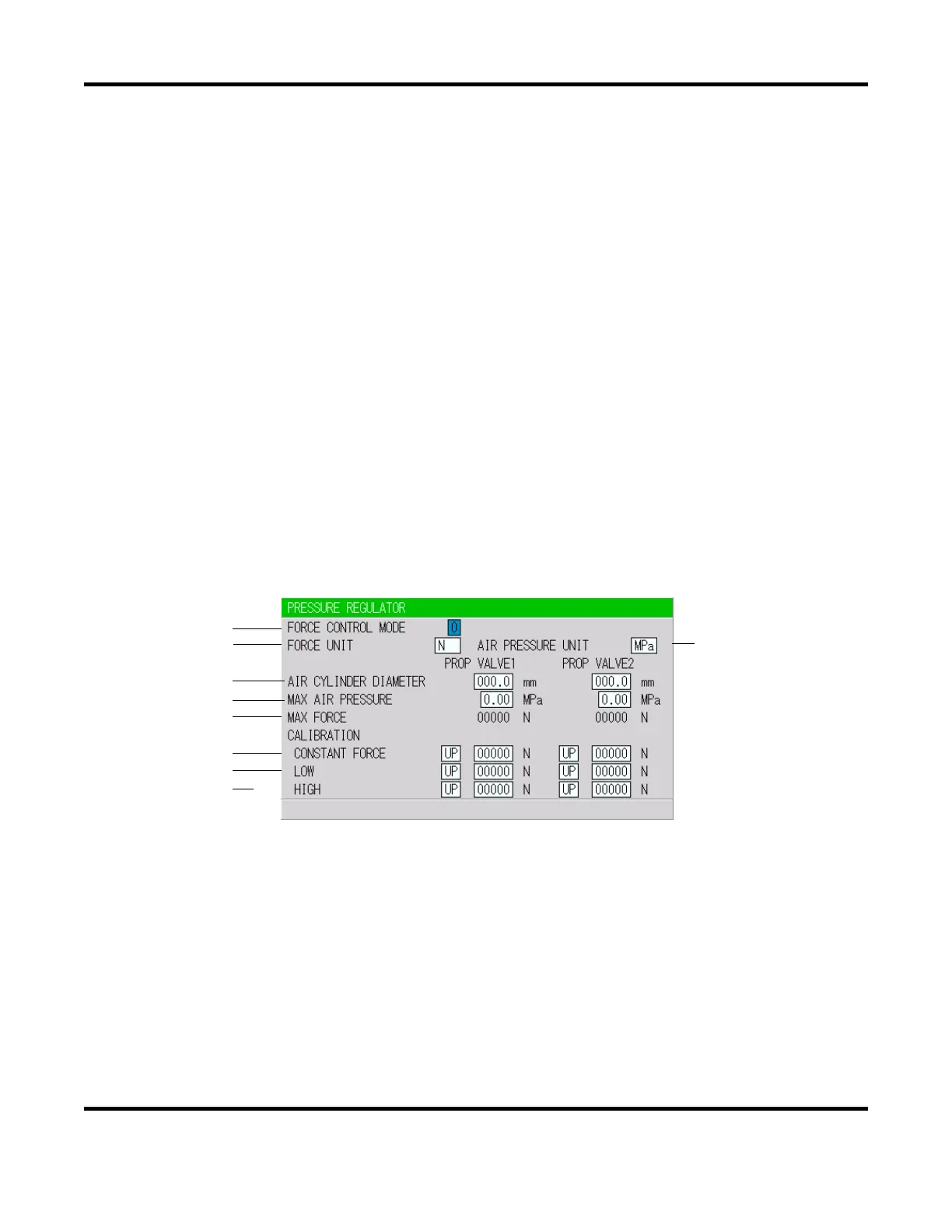
18. PRESSURE REGULATOR Screen
This screen is used to set the units of force and air pressure, set the maximum force, and calibrate
force.
a. FORCE CONTROL MODE
Sets the control mode of the electro pneumatic proportional valve.
0: Mode not using the electro pneumatic proportional valve. The electro pneumatic
proportional valve (ANALOG OUT) is not output.
1: Mode using the electro pneumatic proportional valve. The electro pneumatic proportional
valve (ANALOG OUT) is output.
At the operation of welding sequence, SQD, SQZ, WE1, CO1/WE2, CO2/WE3, and
HOLD settings are output to the electro pneumatic proportional valve (ANALOG OUT).
(a)
(b)
(d)
(e)
(f)
(g)
(h)
(i)
(c)
 Loading...
Loading...