CHAPTER 5: MAINTENANCE
IS-300CA INVERTER POWER SUPPLY
5-2 990-418
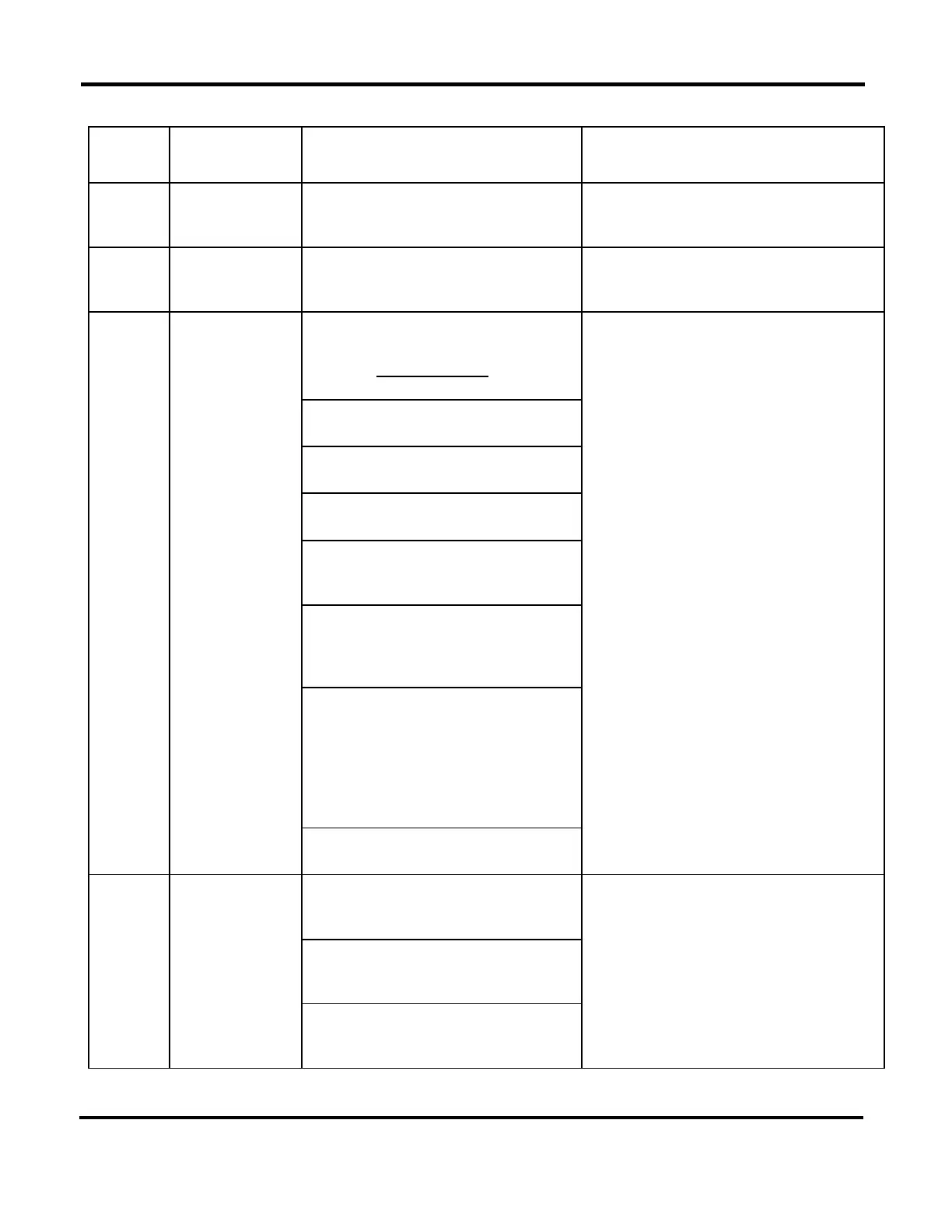
FAULT
CODE
CONTENTS CAUSE MEASURES
E-08
OUT LIMIT OF
CURRENT
ERROR
Welding current is out of CURRENT
setting range on MONITOR SET
screen.
Check for stained welding electrode or loose
cable connection.
E-09
OUT LIMIT OF
PULSE WIDTH
ERROR
Pulse width of welding current is above
the PULSE HI
MONITOR SET screen.
Check that the transformer capacity is
sufficient. Check workpiece and welding
electrode.
E-10
SET ERROR
Primary current of turn ratio is out of
range of the following formula:
Correct each setting.
The WELD1, WELD2 and WELD3
values are all “0.”
The total time of UP SLOPE and
DOWN SLOPE is longer than WELD.
HEAT setting (including RATIO
setting) is ≤ the UF or DL setting.
Although STEPPER MODE is set to
LINEAR or FIXED, STEPPER COUNT
of STEP# is set to “0”.
The methods of welding current of a
series of WELDs without COOL are
different and UP/DOWN is set in the
consecutive portion.
(The welding currents are the same with
and without COOL.)
UP/DOWN is set in the consecutive
portion of a series of WELDs without
COOL and the portion meets specific
conditions. See Chapter 3, Section 3
SCHEDULE Screen for details.
On Advanced Power Supply models,
transformer weld frequency > 1000Hz
E-11
SET OVER
HEAT setting, including RATIO setting
is equal to or lower than UF or DL
setting.
Correct each setting.
HEAT setting, including RATIO setting
is larger than maximum current value,
voltage, or power setting.
HEAT setting, including RATIO setting
is lower than minimum current value,
voltage, or power setting.
 Loading...
Loading...