10
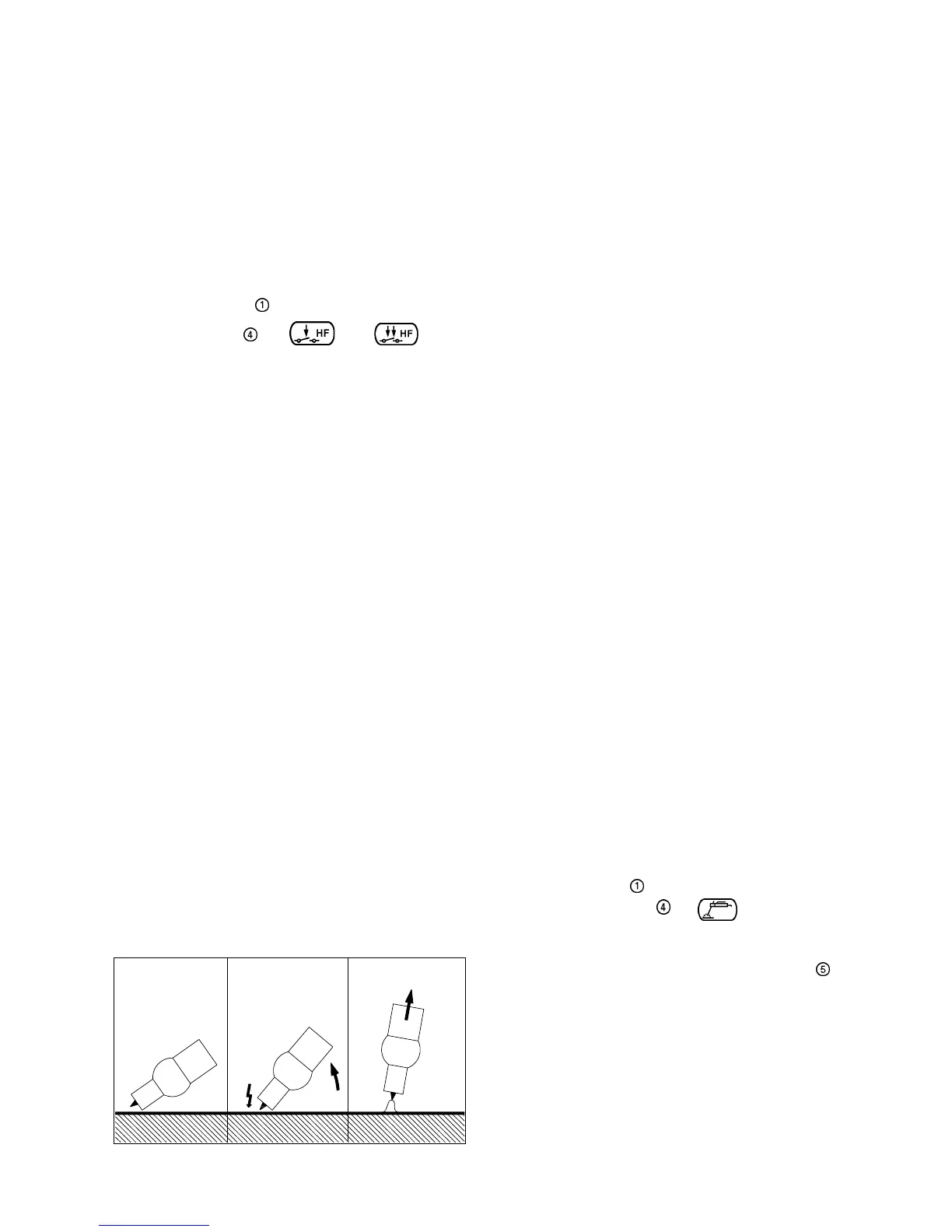
Abb. 8: Zünden mit Zündhilfe.
a)Gasdüse aufsetzen
b)Berührungslose
HF-Zündung
c) Lichtbogen gezündet
Zünden des Lichtbogens
o Bei abgeschaltetem Schweißstrom Elektrode an
Zündstelle aufsetzen, Brenner zurückneigen bis
Gasdüse mit Rand auf Werkstück aufliegt und zwi-
schen Elektrodenspitze und Werkstück 2 bis 3 mm
Abstand bestehen (Abb. 8 a).
o Schutzblende schließen.
o Brennerschalter betätigen.
o Lichtbogen zündet ohne Werkstückberührung
(Abb. 8 b).
o Brenner in Normallage bringen (Abb. 8 c).
Vorteil: Keine Elektroden- und Werkstückverun-
reinigung.
WICHTIG: Hochfrequenz schaltet nach dem Zünd-
vorgang selbsttätig ab.
Zündüberwachung:
Wird vom Schweißer nach erfolglosem Zünden oder
Abreißen des Lichtbogens der Steuerablauf
(4-Takt) durch den Brennerschalter nicht unterbrochen,
kommt es durch ständiges Austreten des Schutzgases
zu ungewolltem Gasverlust. In diesem Fall unterbricht
die Überwachungssteuerung den Steuerablauf nach
ca. 1 Sekunde selbsttätig. Ein erneuter Zündvorgang
muß abermals über den Brennerschalter eingeleitet
werden.
WIG-ScWIG-Sc
WIG-ScWIG-Sc
WIG-Sc
hwhw
hwhw
hw
eißen im 2-Teißen im 2-T
eißen im 2-Teißen im 2-T
eißen im 2-T
akt-Betrieakt-Betrie
akt-Betrieakt-Betrie
akt-Betrie
bb
bb
b
o Brennertaster nach vorne drücken und halten:
- Gasvorströmzeit läuft ab (nur bei HF-Zünding)
- Lichtbogen zündet
- Schweißstom steigt mit eingestelltem Up-Slope-
Zeit auf den eingestellten Wert.
o Brennertaster loslassen:
- Schweißstrom fällt mit eingestellter Down-Slope-
Zeit auf den eingestellten Endkraterstrom ab.
- Lichtbogen erlischt.
- Gasnachstromzeit läuft ab.
WIG-ScWIG-Sc
WIG-ScWIG-Sc
WIG-Sc
hwhw
hwhw
hw
eißen im 4-Teißen im 4-T
eißen im 4-Teißen im 4-T
eißen im 4-T
akt-Betrieakt-Betrie
akt-Betrieakt-Betrie
akt-Betrie
bb
bb
b
o Brennertaster nach vorne drücken und loslassen:
- Gasvorströmzeit läuft ab (nur bei HF-Zünding)
- Lichtbogen zündet
- Schweißstom steigt mit eingestelltem Up-Slope-
Zeit auf den eingestellten Wert.
o Brennertaster nach vorne drücken und halten:
- Schweißstrom fällt mit eingestellter Down-Slope-
Zeit auf den eingestellten Endkraterstrom ab.
- Endkraterstrom wird gehalten.
o Brennertaster loslassen:
- Lichtbogen erlischt.
- Gasnachstromzeit läuft ab.
ElektrElektr
ElektrElektr
Elektr
oden-Handscoden-Handsc
oden-Handscoden-Handsc
oden-Handsc
hwhw
hwhw
hw
eißeneißen
eißeneißen
eißen
Inbetriebnahme
o Polarität je nach Elektrodentyp richtig wählen.
o Schweißkabel laut Buchsenbezeichnung in Strom-
buchse einstecken und durch Drehung nach rechts
verriegeln. E-Hand-Zange isoliert ablegen.
o Netzhauptschalter auf “EIN” schalten,
o Funktionswahlschalter auf schalten; LED-
Anzeige leuchtet und Schweißstrom wird ange-
zeigt.
o Schweißstromeinstellung mit Hauptstromregler
vornehmen.
o Schweißvorgang einleiten.
Inbetriebnahme
o Schweißbrenner mit Wolframelektrode und Gas-
düse bestücken (siehe jeweilige Brenner-Bedie-
nungsanleitung).
o Massekabel in Strombuchse einstecken und ver-
riegeln.
o Gasschlauch an Anlage und Gasdruckminderer an-
schließen.
o Netzstecker einstecken.
o Netzhauptschalter einschalten,
o mit Wahlschalter auf bzw. schal-
ten; LED leuchtet.
o Wahl der Schweißparameter vornehmen.
o Gasflaschenventil durch Drehen nach links öffnen.
o Brennerschalter vordrücken und loslassen
(4-Takt-Betrieb).
ACHTUNG! Hochfrequenzzündung eingeschaltet!
o Stellschraube an der Unterseite des Gasdruck-
minderers so lange nach rechts drehen, bis
Arbeitsmanometer gewünschte Litermenge an-
zeigt.
o Brennerschalter erneut vordrücken und loslassen
(Schweißen AUS).
WIG-Schweißen
mit Hochfrequenzzündung (HF)
 Loading...
Loading...
