30
(*) Fator de ligação para um ciclo de 10 minutos (UNE EM 60974). Por exemplo, um fator de ligação do 20%
a uma intensidade de soldagem de 200A., significa que o equipamento pode realizar um ciclo de trabalho
continuo a esta intensidade durante um período de 2 minutos, após o qual o equipamento entrará em um
período de recuperação, ligação em vazio, de 8 minutos. Durante o tempo de recuperação não desconectar
o equipamento já que é necessário que funcione o ventilador para facilitar a sua refrigeração.
O ciclo de trabalho pode ver-se afetado pelo entorno no que se utiliza o equipamento. Em áreas com
temperaturas superiores a 40ºC, o ciclo de trabalho será inferior ao indicado. Em áreas de menos de 40ºC se
obtiveram ciclos de trabalho mais altos. Todas as provas em ciclos de trabalho se levaram a cabo a 40ºC ao
50% de potência. Por tanto, em condições reais de trabalho, os ciclos serão muito maiores que os
estabelecidos anteriormente.
8. INSTALAÇÃO E ARRANQUE.
8.1. Processo de soldadura MIG/MAG.
8.1.1. Ajuste da bobina de fio.
8.1.1.1 Abra a tapa do compartimento de alimentação do fio. Retire o prendedor da bobina de fio (18)
desenroscando-o em sentido anti-horário.
8.1.1.2 Coloque a bobina de fio de 200 mm. de diâmetro em o suporte, assegurando-se de que o
extremo do fio saia para o alimentador desde a parte inferior da bobina. Volte a colocar o prendedor
da bobina de fio (18) e aperte com os dedos.
8.1.1.3 Ajuste a tensão do travão da bobina girando o parafuso de ajuste (19) com uma chave Allen. Em
sentido horário para aumentar a tensão do travão, em sentido anti-horário para diminuir a tensão do
travão. A tensão do travão da bobina deve ajustar-se de modo que esta possa girar livremente, mas
não continue girando uma vez que se detém a alimentação de fio. É possível que isto deva ajustar-se à
medida que o fio se esgota e o peso da bobina diminui.
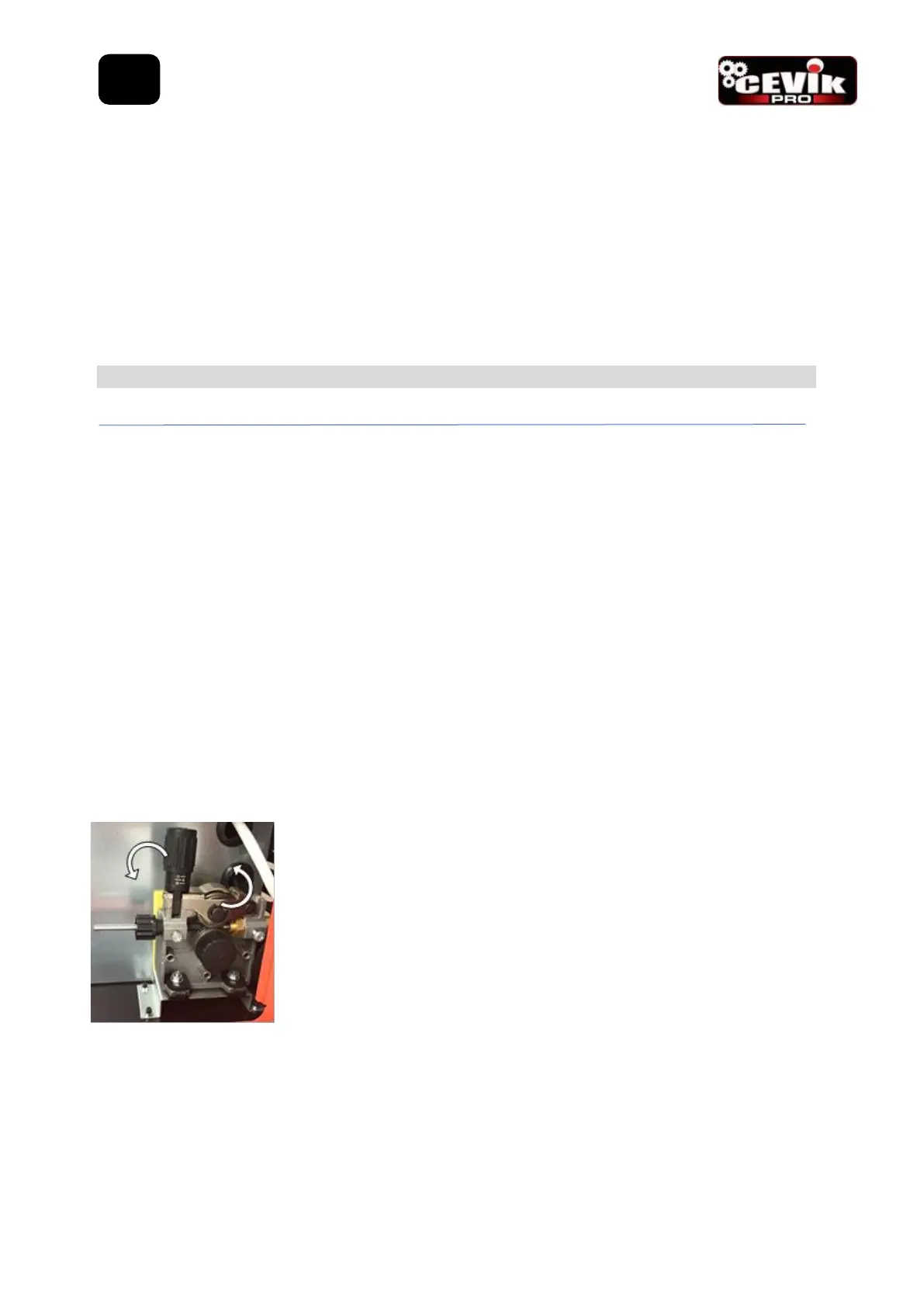
8.1.2. Carregamento do alimentador de fio.
8.1.2.1 solte o braço de tensão do alimentador de fio (14) girando o regulador de tensão de
alimentação do fio (13) como se mostra seguidamente:
8.1.2.2 Verifique que a ranhura da roldana impulsora do fio (16)
coincida com o tipo e tamanho do fio selecionado. A roldana
impulsora terá duas ranhuras de diferentes tamanhos, o tamanho da
ranhura em uso está estampado no costado da roldana impulsora.
Para o fio "animado" com núcleo fundente, como o que se usa na
soldadura sem gás, a ranhura da roldana impulsora tem um perfil
dentado. Para um fio maciço, a ranhura da roldana tem um perfil em
forma de "v".
8.1.2.3 A roldana impulsora (16) se retira desenroscando o retentor (17) em sentido anti-horário. Uma
vez que se seleciona o perfil correto da roldana impulsora, volte a coloca-la na sua localização.
8.1.2.4 Passe o fio desde a bobina através do tubo guia de entrada (15), pela ranhura da roldana e por
dentro do tubo guia de saída.
8.1.2.5 Volte a colocar o braço de tensão (14) e o ajuste de tensão (13). Verifique que o fio se haja
localizado corretamente na ranhura da roldana impulsora.