Delem
V1101, 1.4
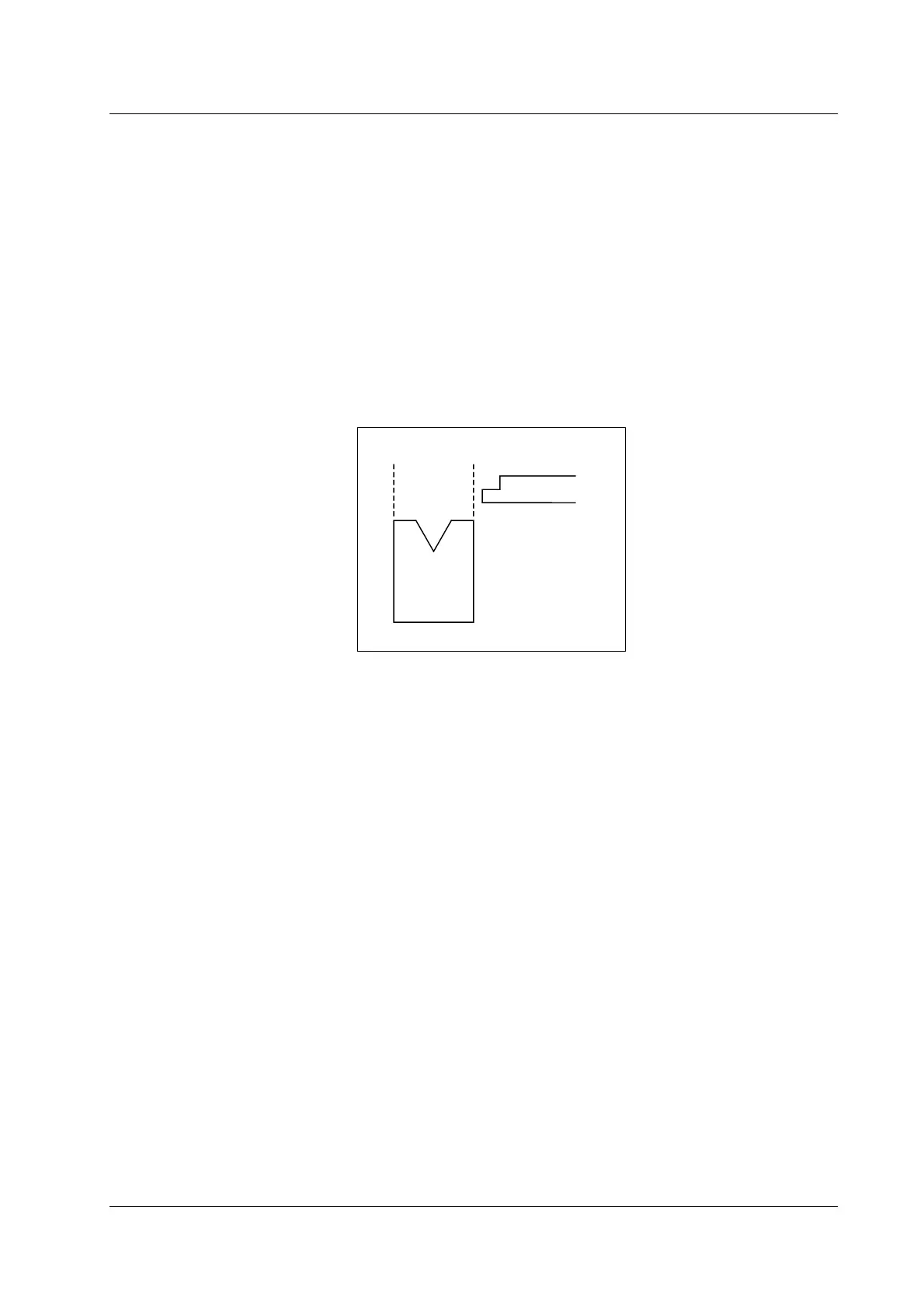
1.4 X-axis signals
Symbol Function
R-in R-axis positive input. This input must be active (+24V) to have the X-axis
moving within the safety zone of the applied die. Otherwise the X-axis will not
move within this zone and as a result the CNC-RDY output will never become
active!
When the R-axis is negative and the R-in input is active, the R-axis will first
move to a positive position before the X-axis will move to a position within the
safety zone.
Figure 1.4.a
1.5 Axis signals
Symbol Function
INPOS This output is active when the actual position value of the axis is within the in
position tolerance range of the programmed position. This in position tolerance
range can be set with the machine parameter ‘In position tolerance’ (parameter
12).
START Input for an axis module, to signal that equipment is ready and the module can
start positioning the axis. Can be used to monitor ‘ready’ signal from a motor
drive.
RSD For taking the reference marker from the encoder you must connect this input
to the reference search direction switch. The reference search cycle is then as
described at the machine parameter 17 (RSD-switch). Usually the RSD input is
taken from the End Of Travel switch.
When you use an RSD-switch for reference search the motor drive does not need any direction
sensitive enable/disable input for reference search. You are also free to place this switch
anywhere you want. You can also combine the RSD-switch with one of the EOT switches.
 Loading...
Loading...