3
any doubt about the adequacy of gas flows, use an
oxygen test gauge adaptor (P/N 07X17) and either
the acetylene (P/N 262510) or fuel gas (P/N 639422)
test gauge adaptor while the torch is operating to
make sure that the recommended operating pres-
sures are available at the torch inlet.
7. Manifold two or more fuel gas cylinders to assure
adequate supply of fuel gas. The tables show the
number of commonly used cylinders recommended
for manifolding when using larger heads. If using
other cylinders or gases, check with your fuel gas
supplier for recommended withdrawal rate informa-
tion.
8. In the event of a flashback, immediately close both
oxygen and fuel gas valves on the torch (preferably
oxygen valve first). For greater protection, install
1/4-turn quick shut off valve (P/N 999306) on the
torch oxygen hose connection.
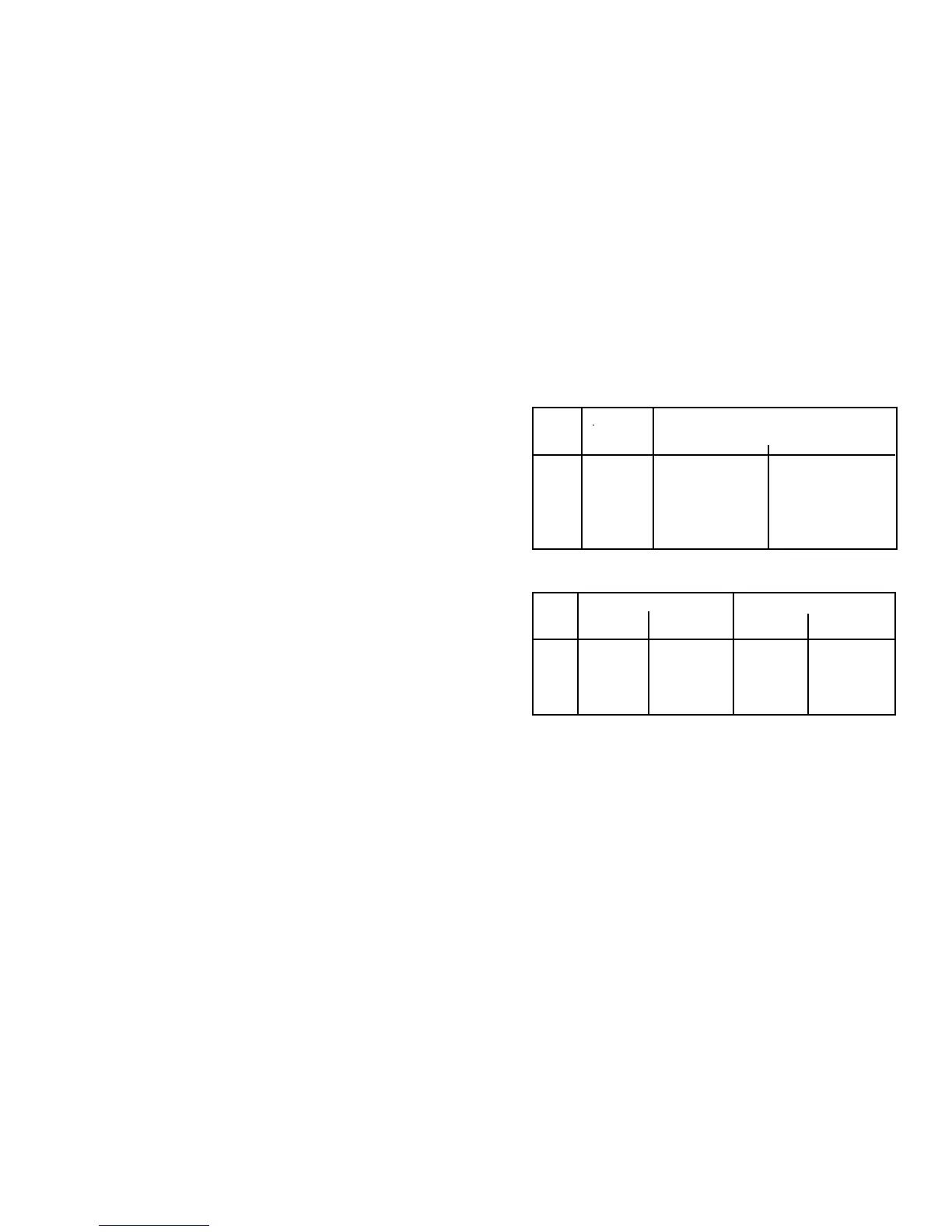
Acetylene
Head Flowrate, Min. No. of Cylinders Required*
Size cfh WK Cyl (300 cf) WTL Cyl. (390 cf)
55 55 2 1
70 70 2 2
100 100 3 2
150 150 4 3
200 200 5 4
250 250 6 5
* Based on that max. hourly flowrate should not exceed 1/7 of cylinder capacity
at 70° F. Example: 1/7 (300 cf WK cyl.) = 43 cfh max.
FG-2 (104 Ib. cyl.) Propane (100 Ib. cyl.)
Head Min. No. of Min. No. of
Size Flowrate Cyl Req'd* Flowrate Cyl. Req'd**
70 43 1 40 1
100 62 1 58 1
150 93 1 86 2
200 124 2 116 2
250 - - 144 3
* Based on max. continuous withdrawal rate of 110 cfh for 104 Ib. cylinder,
1/2 full @ 70° F.
** Based on max. continuous withdrawal rate of 65 cfh for 100 lb. cylinder,
1/2 full @ 70° F.
Withdrawal rate will increase with wind velocity and intermittent usage;
reduce with lower temperature.
9. If the inner cone of the flame appears too short
(less than 1/4-in.), you are lacking fuel gas and the
head will tend to overheat. Recheck the above
precaution with your set up.
10. Do not bring the head too close to the work. Maintain
a distance of at least 1/4-in. between tip and work.
RECOMMENDED HOSE SIZES
Oxygen, Acetylene (medium-pressure) and Natural
Gas (at pipeline pressure over 5 psig): With head
sizes 4-30, 1/4-in. or 3/8-in. I.D. With head sizes 55 and
larger, 3/8-in I.D.
Acetylene (low-pressure) and Natural Gas (at pipe-
line pressure below 5 psi): With head sizes 4-70, 3/
8-in. I.D. hose. Head sizes 100-250, 1/2-in. hose. Do
not use over 25 feet of hose.
SHUTTING OFF
Close the fuel gas valve first, then the oxygen valve.
If operations are to be stopped for a half-hour or more,
all pressure should be released from the torch hoses,
and regulators by doing the following:
1. Close each cylinder or station valve.
2. Open torch valves.
3. After relieving the gases, back out the pressure-
adjusting screw of each regulator and close the
torch valves.
IMPORTANT OPERATING NOTES
1. Do not attempt to operate heads size 100 or larger
from a low-pressure acetylene supply (less than 5
psig).
2. Head size number of each welding and heating
head indicates the rated acetylene capacity in
cubic feet/hour (cfh). For example, No. 55A re-
quires about 55 cfh of acetylene at normal operat-
ing pressure. However, on heating heads designed
for other fuel gases, the size indicates the approxi-
mate equivalent heating capacity in terms of acety-
lene flow. For example, No. 100A and No. 100FG
provide the same average heating output (147,000
Btu/hr) but No. 100FG head really requires about
62 cfh of FG-2, 57 cfh of propane, or 147 cfh of
natural gas.
For consumption purposes, the following are the oxy-
gen/fuel gas ratios normally required for welding and
heating:
1.1 to 1.5 cfh oxygen/1.0 cfh acetylene
3.2 to 3.6 cfh oxygen/1.0 cfh FG-2
3.5 to 4.5 cfh oxygen/1.0 cfh propane
1.7 to 2.0 cfh oxygen/1.0 cfh natural gas.
PRECAUTIONS - NO. 55 and LARGER HEADS
Large welding and heating heads (No. 55 and above)
require high flow of oxygen and fuel gas for proper
operation. Failure to follow the following precau-
tions can result in serious overheating, flashback,
and possible operator injury.
1. Read and understand the operating instructions
packed with your torch as well as these precautions
before lighting up the welding or heating head.
2. Always operate with oxygen and fuel gas pressures
given in the tables.
3. Do NOT use hose line reverse flow check valves
when using No. 100 or larger welding or heating
head.
4. Use 3/8-in. I.D. hoses when using No. 55 or larger
welding or heating head.
5. Do NOT use whip hose, hose splices, nor hose
nipples smaller than 1/4-in. I.D. (“B”-size).
6. If using hose lengths greater than 25-ft., or if there is
 Loading...
Loading...