5
11. Purge remaining air from the system as follows:
Turn on power at the load center, and dispense
enough gasoline from the dispenser farthest
from the pump to remove all the air from that
line. Repeat this procedure with each dispenser,
working your way back to the pump (other methods
may be used as long as the air is removed). The
STP-MLD+ will not work properly if all of the air is
not removed from the system.
Note: If, on dispensing fuel in Step 11 above, you nd the
ow restricted to 1½ to 3 GPM, the leak detector
has not opened. This could be due to air trapped
in the system. Turn on the submersible pump at
the dispenser but do not dispense any fuel. Wait
approximately 2-3 minutes. If the line is leak free the
pump will pressurize the system opening the STP-
MLD+, then purge the air from all dispensers as in
step 11 above.
Note: This leak detector performs a line leak test within
about 3-4 seconds from the time the submersible
pump is turned on at the dispenser. Air or vapor
in the system will cause this time to be longer in
proportion to the amount of air or vapor in the lines.
If the nozzle is opened before the completion of the
line test, the leak detector will detect this opening
as a leak and restricted ow will result. Close the
nozzle for a period of time to allow completion of
the line test, and the leak detector will allow full ow
again, provided there is no other escape of fuel.
STP-MLD+ Line Leak Testing
Note: To properly check a line leak detector the
following is required: a graduated cylinder (usually
graduated in milliliters) of approximately 300 ml
volume, a test xture which allows a leak of 3 GPH
at 10 PSI (see Figure 1), and a stop watch or a
watch with a sweep second hand.
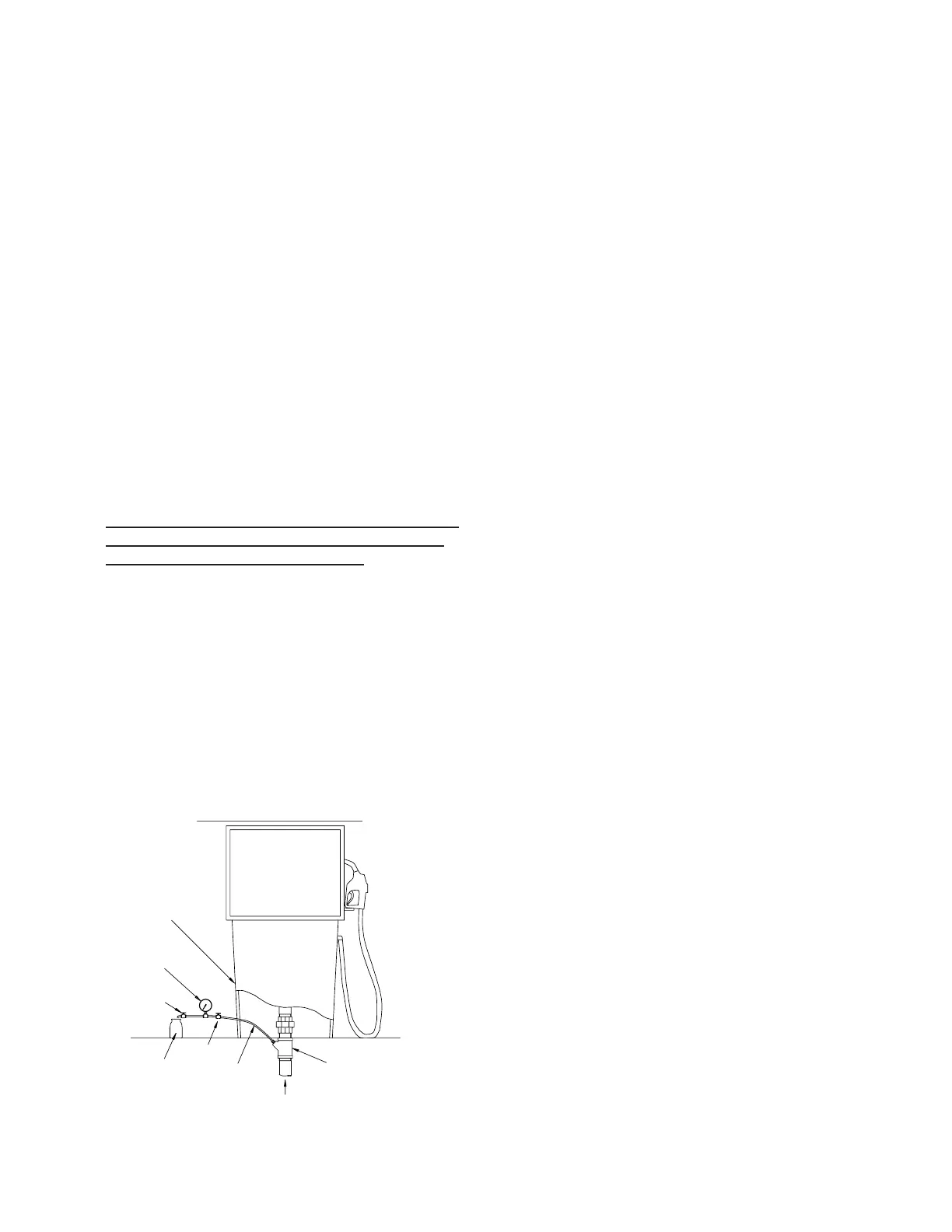
Leak Detector Testing Setup Example
3/8" LEAK VALVE
NOTE: A STOP WATCH AND A GAS
GRADUATED CYLINDER
3/8" PRESSURE VALVE
PRESSURE GAUGE
0-60 PSI
DISPENSER
SHEAR VALVE
FROM STP
3/8" TUBING
Figure 1: Leak Testing Setup
12. Turn the pump off at the load center, relieve the
line pressure, and then remove the pipe plug in
the shear-valve. Make adequate provision to trap
any liquid that escapes to prevent environmental
contamination. Install test xture (pressure gage,
leak valve and pressure valve) into the dispenser
shear-valve port, see Figure 1. The test xture will
be used to introduce a 3 GPH leak @ 10 PSI.
13. With the leak valve closed, turn on the submersible
pump at the load center and at the dispenser and
look for leaks at the port of the shear-valve.
Note: If there are any leaks, immediately shut the pump
off at both the dispenser and at the load center, tag
and lock out the breaker, and eliminate the leaks.
Repeat step 13 to verify.
14. Turn the pump off at the dispenser and open both
valves, draining the uid into a suitable container,
and observe the pressure dropping to zero.
Continue draining until there is no more product
coming out. Close the leak valve, turn the pump on
at the dispenser and observe the pressure gauge.
The pressure should increase quickly up to 12 to
18 PSI, and hesitate for 1-4 seconds or longer if
there is air or vapor trapped in the system, and
then increase to full pump pressure.
15. With the submersible pump on, adjust the leak
valve and pressure valve simultaneously until 10
PSI and 3 gph or less are attained, while draining
the uid into a suitable container. Catch the output
product into a graduated cylinder for 60 seconds
(or the equivalent product measurement for a
shorter time period, i.e., 94 milliliters at 30 seconds
= 188 milliliters per 60 seconds). Turn off the pump
and calculate the leak rate detected as follows:
Leak Rate GPH =
(milliliters of fuel caught / 60 seconds) x .95
Note: The detected leak rate must be set to 3 GPH or
less per EPA standards. If the leak rate needs to
be adjusted, repeat step 15 while increasing or
decreasing the leak rate and maintaining 10 PSI at
the pressure gage.
 Loading...
Loading...