22
MAINTENANCE AND ADJUSTMENTSMAINTENANCE AND ADJUSTMENTS
MAINTENANCE AND ADJUSTMENTSMAINTENANCE AND ADJUSTMENTS
MAINTENANCE AND ADJUSTMENTS
With care and frequent cleaning, the Fletcher 3100 will remain in proper adjustment and will perform as expected indefinitely.
GENERAL MAINTENANCE TIPS:GENERAL MAINTENANCE TIPS:
GENERAL MAINTENANCE TIPS:GENERAL MAINTENANCE TIPS:
GENERAL MAINTENANCE TIPS:
n Use the
BRBR
BRBR
BR
USHUSH
USHUSH
USH provided in the parts bag to clean the
SQSQ
SQSQ
SQ
UU
UU
U
ARING EDGE BARING EDGE B
ARING EDGE BARING EDGE B
ARING EDGE B
ARSARS
ARSARS
ARS daily. If glass chips or paper debris collects on the
SQSQ
SQSQ
SQ
UU
UU
U
ARINGARING
ARINGARING
ARING
EDGE BARSEDGE BARS
EDGE BARSEDGE BARS
EDGE BARS, the material being cut will not rest squarely and the cut will be out of line.
n Wipe the
TUBESTUBES
TUBESTUBES
TUBES with a clean dry cloth at least weekly. Do not apply oil to the
TUBESTUBES
TUBESTUBES
TUBES. Tiny glass chips may stick to the oil and cause fast wear of
the
BUSHINGSBUSHINGS
BUSHINGSBUSHINGS
BUSHINGS.
n Apply a drop of oil to the glass cutting wheel weekly. This will lubricate the wheel axle and improve glass cutting performance.
n Always use sharp cutting tools. Keep a supply of each of the cutting blades in a convenient place near the machine.
RR
RR
R
OCKER ARM ADJUSTMENTS:OCKER ARM ADJUSTMENTS:
OCKER ARM ADJUSTMENTS:OCKER ARM ADJUSTMENTS:
OCKER ARM ADJUSTMENTS:
After considerable use, it may become necessary to perform certain adjustment routines.
That portion of the
CUTTING HEADCUTTING HEAD
CUTTING HEADCUTTING HEAD
CUTTING HEAD which holds the
PILLAR POSTSPILLAR POSTS
PILLAR POSTSPILLAR POSTS
PILLAR POSTS and moves in and out when you depress the
SHORTSHORT
SHORTSHORT
SHORT
THUMB LEVERTHUMB LEVER
THUMB LEVERTHUMB LEVER
THUMB LEVER is called the
R R
R R
R
OCKER ARMOCKER ARM
OCKER ARMOCKER ARM
OCKER ARM. Two adjustments affect its function.
1. The
PRESSURE ADJUSTING KNOB PRESSURE ADJUSTING KNOB
PRESSURE ADJUSTING KNOB PRESSURE ADJUSTING KNOB
PRESSURE ADJUSTING KNOB described earlier, determines how much pressure each cutting tool applies to
the material being cut. It does not affect the
HARDBOHARDBO
HARDBOHARDBO
HARDBO
ARD CUTTERARD CUTTER
ARD CUTTERARD CUTTER
ARD CUTTER. Avoid too much pressure. About 1/2" (13mm) of threads
visible is correct.
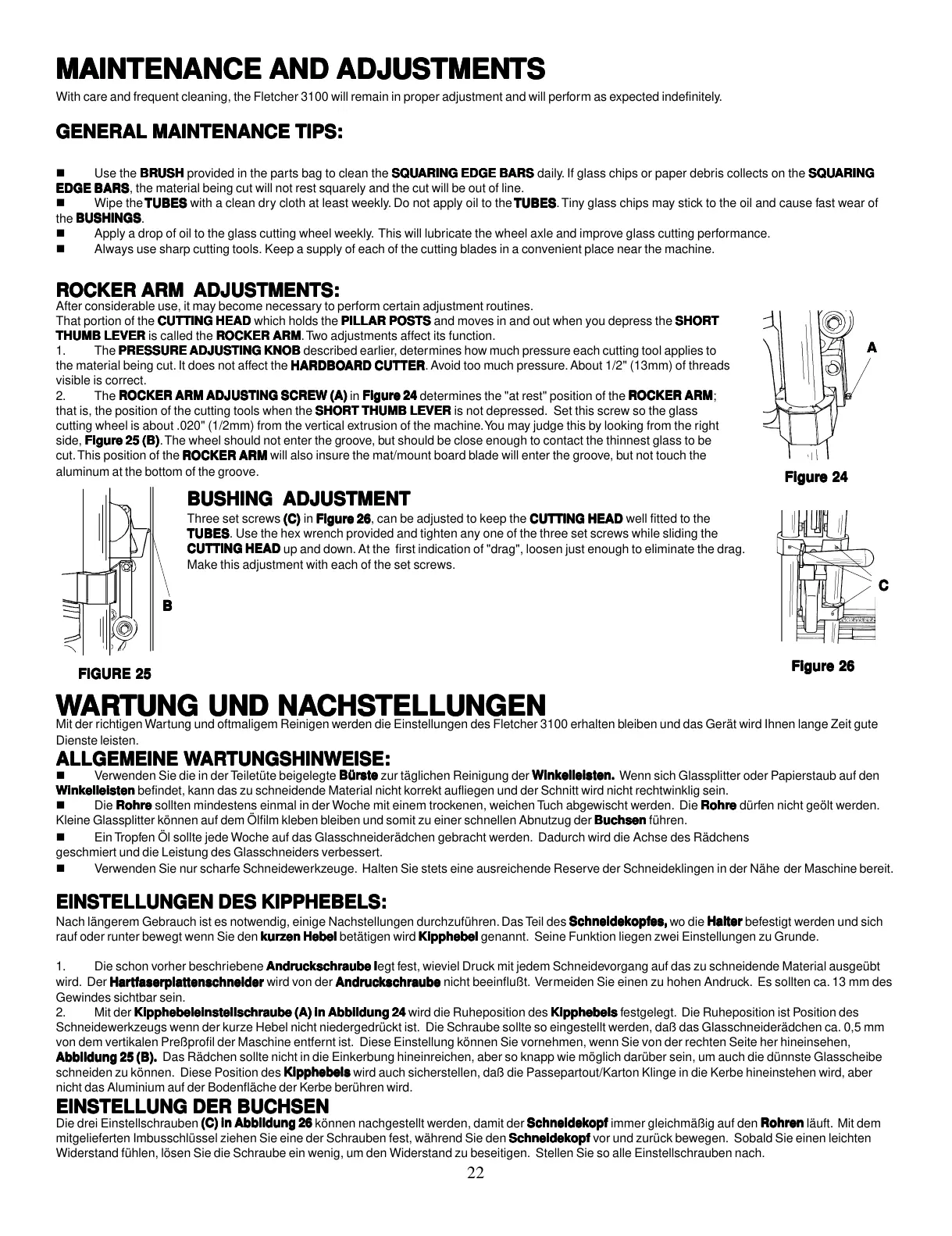
2. The
RR
RR
R
OCKER ARM ADJUSTING SCREW OCKER ARM ADJUSTING SCREW
OCKER ARM ADJUSTING SCREW OCKER ARM ADJUSTING SCREW
OCKER ARM ADJUSTING SCREW
(A) (A)
(A) (A)
(A) in
Figure 24 Figure 24
Figure 24 Figure 24
Figure 24 determines the "at rest" position of the
RR
RR
R
OCKER ARMOCKER ARM
OCKER ARMOCKER ARM
OCKER ARM;
that is, the position of the cutting tools when the
SHORT THUMB LEVER SHORT THUMB LEVER
SHORT THUMB LEVER SHORT THUMB LEVER
SHORT THUMB LEVER is not depressed. Set this screw so the glass
cutting wheel is about .020" (1/2mm) from the vertical extrusion of the machine. You may judge this by looking from the right
side,
Figure 25 (B)Figure 25 (B)
Figure 25 (B)Figure 25 (B)
Figure 25 (B). The wheel should not enter the groove, but should be close enough to contact the thinnest glass to be
cut. This position of the
RR
RR
R
OCKER ARMOCKER ARM
OCKER ARMOCKER ARM
OCKER ARM will also insure the mat/mount board blade will enter the groove, but not touch the
aluminum at the bottom of the groove.
BB
BB
B
USHING ADJUSTMENTUSHING ADJUSTMENT
USHING ADJUSTMENTUSHING ADJUSTMENT
USHING ADJUSTMENT
Three set screws
(C)(C)
(C)(C)
(C) in
Figure 26Figure 26
Figure 26Figure 26
Figure 26, can be adjusted to keep the
CUTTING HEAD CUTTING HEAD
CUTTING HEAD CUTTING HEAD
CUTTING HEAD well fitted to the
TUBESTUBES
TUBESTUBES
TUBES. Use the hex wrench provided and tighten any one of the three set screws while sliding the
CUTTING HEADCUTTING HEAD
CUTTING HEADCUTTING HEAD
CUTTING HEAD up and down. At the first indication of "drag", loosen just enough to eliminate the drag.
Make this adjustment with each of the set screws.
Figure 26Figure 26
Figure 26Figure 26
Figure 26
AA
AA
A
BB
BB
B
CC
CC
C
Figure 24Figure 24
Figure 24Figure 24
Figure 24
FIGURE 25FIGURE 25
FIGURE 25FIGURE 25
FIGURE 25
WW
WW
W
ARAR
ARAR
AR
TUNG UND NATUNG UND NA
TUNG UND NATUNG UND NA
TUNG UND NA
CHSTELLUNGENCHSTELLUNGEN
CHSTELLUNGENCHSTELLUNGEN
CHSTELLUNGEN
EINSTELLUNGEN DES KIPPHEBELS:EINSTELLUNGEN DES KIPPHEBELS:
EINSTELLUNGEN DES KIPPHEBELS:EINSTELLUNGEN DES KIPPHEBELS:
EINSTELLUNGEN DES KIPPHEBELS:
Nach längerem Gebrauch ist es notwendig, einige Nachstellungen durchzuführen. Das Teil des
ScSc
ScSc
Sc
hneidekhneidek
hneidekhneidek
hneidek
opfopf
opfopf
opf
es,es,
es,es,
es,
wo die
Halter Halter
Halter Halter
Halter befestigt werden und sich
rauf oder runter bewegt wenn Sie den
kurzen Hebel kurzen Hebel
kurzen Hebel kurzen Hebel
kurzen Hebel betätigen wird
Kipphebel Kipphebel
Kipphebel Kipphebel
Kipphebel genannt. Seine Funktion liegen zwei Einstellungen zu Grunde.
1. Die schon vorher beschriebene
AndrucAndruc
AndrucAndruc
Andruc
kscksc
kscksc
ksc
hraube lhraube l
hraube lhraube l
hraube legt fest, wieviel Druck mit jedem Schneidevorgang auf das zu schneidende Material ausgeübt
wird. Der
HarHar
HarHar
Har
tfaserplattensctfaserplattensc
tfaserplattensctfaserplattensc
tfaserplattensc
hneider hneider
hneider hneider
hneider wird von der
Andruc Andruc
Andruc Andruc
Andruc
kscksc
kscksc
ksc
hraube hraube
hraube hraube
hraube nicht beeinflußt. Vermeiden Sie einen zu hohen Andruck. Es sollten ca. 13 mm des
Gewindes sichtbar sein.
2. Mit der
Kipphebeleinstellsc Kipphebeleinstellsc
Kipphebeleinstellsc Kipphebeleinstellsc
Kipphebeleinstellsc
hraube (A) in Abbildung 24 hraube (A) in Abbildung 24
hraube (A) in Abbildung 24 hraube (A) in Abbildung 24
hraube (A) in Abbildung 24 wird die Ruheposition des
Kipphebels Kipphebels
Kipphebels Kipphebels
Kipphebels festgelegt. Die Ruheposition ist Position des
Schneidewerkzeugs wenn der kurze Hebel nicht niedergedrückt ist. Die Schraube sollte so eingestellt werden, daß das Glasschneiderädchen ca. 0,5 mm
von dem vertikalen Preßprofil der Maschine entfernt ist. Diese Einstellung können Sie vornehmen, wenn Sie von der rechten Seite her hineinsehen,
Abbildung 25 (B). Abbildung 25 (B).
Abbildung 25 (B). Abbildung 25 (B).
Abbildung 25 (B). Das Rädchen sollte nicht in die Einkerbung hineinreichen, aber so knapp wie möglich darüber sein, um auch die dünnste Glasscheibe
schneiden zu können. Diese Position des
Kipphebels Kipphebels
Kipphebels Kipphebels
Kipphebels wird auch sicherstellen, daß die Passepartout/Karton Klinge in die Kerbe hineinstehen wird, aber
nicht das Aluminium auf der Bodenfläche der Kerbe berühren wird.
EINSTELLUNG DER BUCHSENEINSTELLUNG DER BUCHSEN
EINSTELLUNG DER BUCHSENEINSTELLUNG DER BUCHSEN
EINSTELLUNG DER BUCHSEN
Die drei Einstellschrauben
(C) in Abbildung 26 (C) in Abbildung 26
(C) in Abbildung 26 (C) in Abbildung 26
(C) in Abbildung 26 können nachgestellt werden, damit der
ScSc
ScSc
Sc
hneidekhneidek
hneidekhneidek
hneidek
opf opf
opf opf
opf immer gleichmäßig auf den
Rohren Rohren
Rohren Rohren
Rohren läuft. Mit dem
mitgelieferten Imbusschlüssel ziehen Sie eine der Schrauben fest, während Sie den
Schneidekopf Schneidekopf
Schneidekopf Schneidekopf
Schneidekopf vor und zurück bewegen. Sobald Sie einen leichten
Widerstand fühlen, lösen Sie die Schraube ein wenig, um den Widerstand zu beseitigen. Stellen Sie so alle Einstellschrauben nach.
n Verwenden Sie die in der Teiletüte beigelegte
Bür Bür
Bür Bür
Bür
ste ste
ste ste
ste zur täglichen Reinigung der
Winkelleisten.Winkelleisten.
Winkelleisten.Winkelleisten.
Winkelleisten.
Wenn sich Glassplitter oder Papierstaub auf den
Winkelleisten Winkelleisten
Winkelleisten Winkelleisten
Winkelleisten befindet, kann das zu schneidende Material nicht korrekt aufliegen und der Schnitt wird nicht rechtwinklig sein.
n Die
Rohre Rohre
Rohre Rohre
Rohre sollten mindestens einmal in der Woche mit einem trockenen, weichen Tuch abgewischt werden. Die
Rohre Rohre
Rohre Rohre
Rohre dürfen nicht geölt werden.
Kleine Glassplitter können auf dem Ölfilm kleben bleiben und somit zu einer schnellen Abnutzug der
BucBuc
BucBuc
Buc
hsen hsen
hsen hsen
hsen führen.
ALLGEMEINE ALLGEMEINE
ALLGEMEINE ALLGEMEINE
ALLGEMEINE
WW
WW
W
ARAR
ARAR
AR
TUNGSHINWEISE:TUNGSHINWEISE:
TUNGSHINWEISE:TUNGSHINWEISE:
TUNGSHINWEISE:
Mit der richtigen Wartung und oftmaligem Reinigen werden die Einstellungen des Fletcher 3100 erhalten bleiben und das Gerät wird Ihnen lange Zeit gute
Dienste leisten.
n Ein Tropfen Öl sollte jede Woche auf das Glasschneiderädchen gebracht werden. Dadurch wird die Achse des Rädchens
geschmiert und die Leistung des Glasschneiders verbessert.
n Verwenden Sie nur scharfe Schneidewerkzeuge. Halten Sie stets eine ausreichende Reserve der Schneideklingen in der Nähe der Maschine bereit.

 Loading...
Loading...