------------PART 1 - ENGINE SYSTEMS------------
11. If the cylinders are outside specification or the
walls are damaged, the cylinders should be honed
or bored to fit the next oversize pistons. The
finished bore size can be determined by measur-
ing the piston diameter at right angles to the piston
pin and align the appropriate piston-to-bore
clearance, see "Specifications," Chapter 3.
Always bore the cylinder with the most wear first
to determine the oversize pistons required.
Oversize pistons are available as follows:
• 0.004 in. (0.10 mm)
• 0.020 in. (0.51 mm)
• 0.030 in. (0.76 mm)
• 0.040 in. (1.0 mm)
Bores to take 0.004 in. (0.10 mm) oversize pistons
need only be honed. All honing should be done
with a rigid hone having a grit size of 150-220.
After reboring and hone, thoroughly wash and dry
the cylinder block and coat the wall with engine
oil.
12. For cylinders with severely damaged walls or to
which maximum oversize pistons have already
been installed, cylinder liners are available for
sleeving the bore.
18
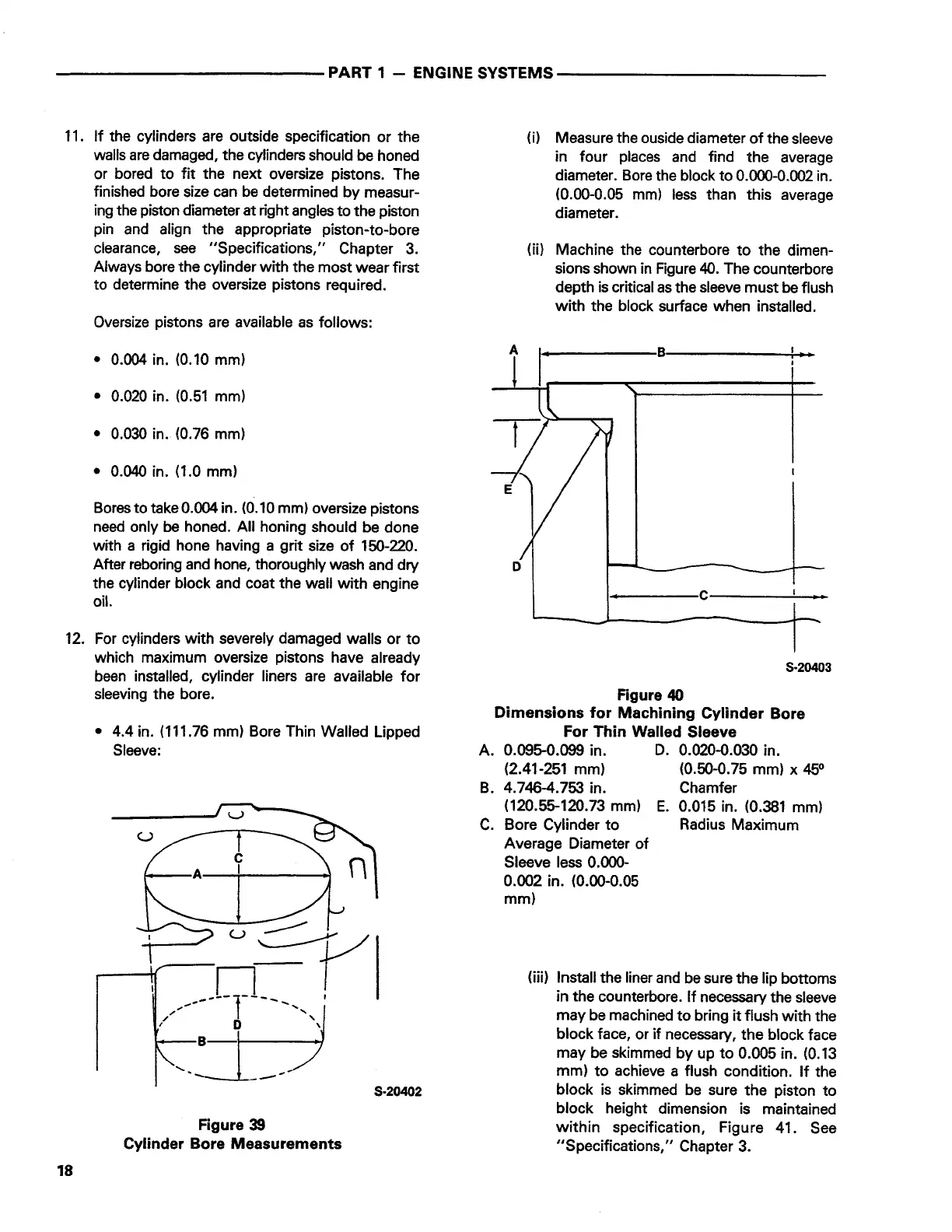
• 4.4 in. (111.76 mm) Bore Thin Walled Lipped
Sleeve:
----1.---
S-20402
Figure 39
Cylinder Bore Measurements
A
D
(i)
Measure the ouside diameter of the sleeve
in four places and find the average
diameter. Bore the block to 0.000-0.002 in.
(0.00-0.05 mm) less than this average
diameter.
(ii)
Machine the counterbore to the dimen-
sions shown in Figure 40. The counterbore
depth is critical as the sleeve must
be
flush
with the block surface when installed.
------B--------;.--
1-----C---------
S-20403
Figure 40
Dimensions for Machining Cylinder Bore
For Thin Walled Sleeve
A. 0.095-0.099 in. D. 0.020-0.030 in.
(2.41-251 mm) (0.50-0.75 mm) x 45°
B. 4.746-4.753 in. Chamfer
(120.55-120.73 mm) E. 0.015 in. (0.381 mm)
C. Bore Cylinder to
Average Diameter of
Sleeve less 0.000-
0.002 in. (0.00-0.05
mm)
Radius Maximum
(iii) Install the liner and be sure the lip bottoms
in the counterbore. If necessary the sleeve
may be machined to bring it flush with the
block face, or if necessary, the block face
may be skimmed by up to 0.005 in. (0.13
mm) to achieve a flush condition. If the
block is skimmed be sure the piston to
block height dimension is maintained
within specification, Figure 41. See
"Specifications," Chapter 3.
 Loading...
Loading...