767 Hydraulic Hand Pump
Greenlee / A Textron Company 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
5
Ball Seat Repair
Reseating:
Minor seat imperfections may be corrected by reseat-
ing. Use a soft brass rod and hammer to tap the ball
against its seat.
Wear safety glasses when striking the
brass rod.
Reassembly is done in reverse sequence of disassembly.
Use repair kit 50034349 to replace all O-ring seals, balls
and springs.
Before installing O-rings, lightly coat O-ring seals and
bores of the cylinder with clean hydraulic oil.
Coat the discharge check spring (5) with a petroleum gel
before installation.
Fill unit with clean oil and purge air per instructions under
the Filling the Pump with Oil section of this manual.
Reassembly
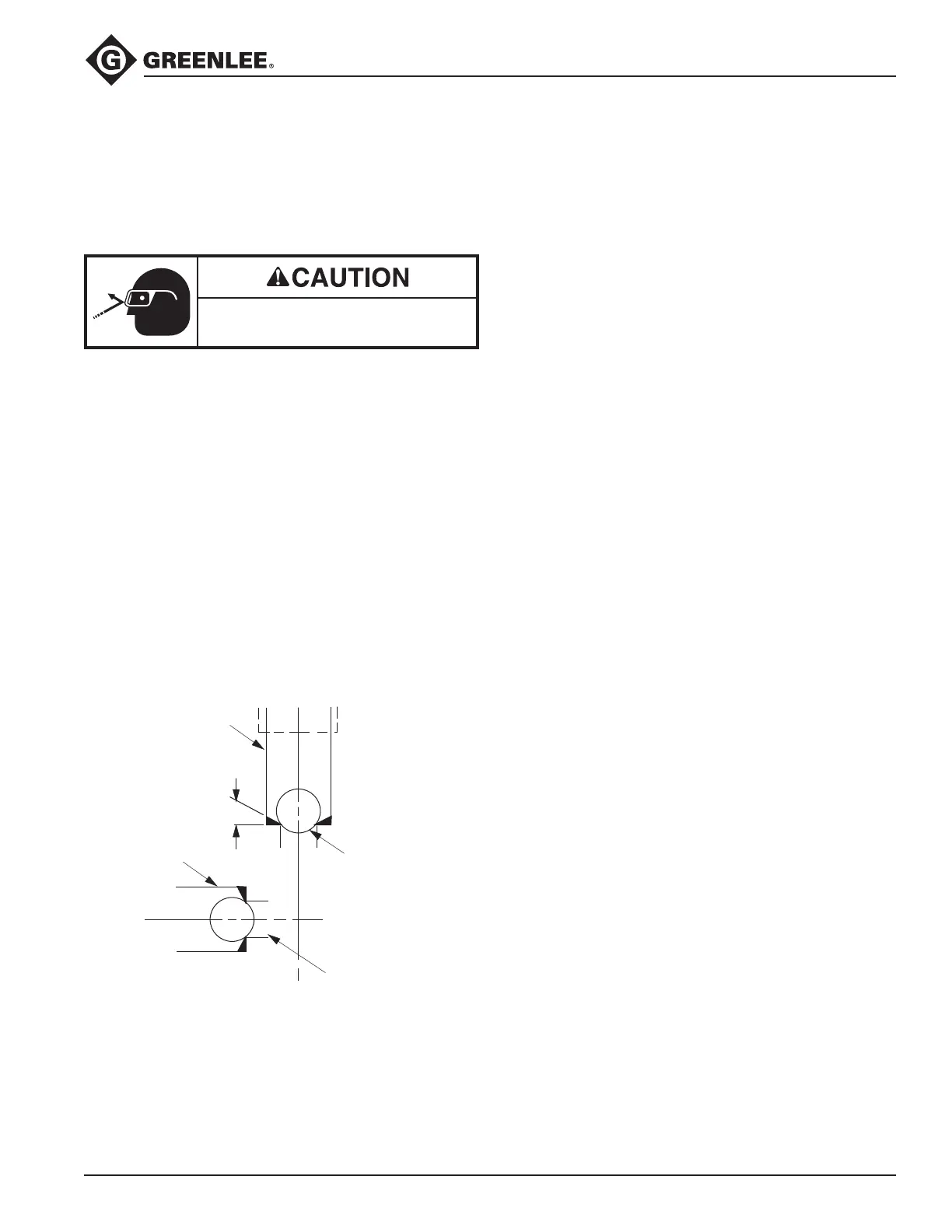
Re-drilling:
Badly worn or damaged seats may be reworked by
re-drilling and then re-seating.
The pump block is manufactured with seats of 118˚,
the standard drill point angle; use standard drills for
re-drilling.
• To re-drill the 3/16" ball seats (10):
Use an “F” drill and a 7/32" diameter reamer
• To re-drill the 1/4" ball seat (11):
Use a “Q” drill and a 13/64" diameter reamer
When drilling; remove a minimum of material to obtain
maximum seat life. Reseat the balls before reassembly.
“Q” DRILL
STD. DRILL
ACCEPTABLE
13/64" REAM
7/32" REAM
DISCHARGE
CHECK
RELEASE
VALVE
STEM
“F” DRILL