RO
2. Instalare
2-1. Punere sub tensiune
1. Fiecare aparat de sudură are propriul cablu principal de alimentare, acesta trebuie să e co-
nectat la reţeaua electrică printr-o priză cu împământare pe partea dreaptă!
2. Cablul de alimentare trebuie conectat la o priză de alimentare corespunzătoare! Multimetrul
trebuie utilizat pentru a verica dacă există bandă de energie în dreapta.
2-2. Accesare linii de ieşire
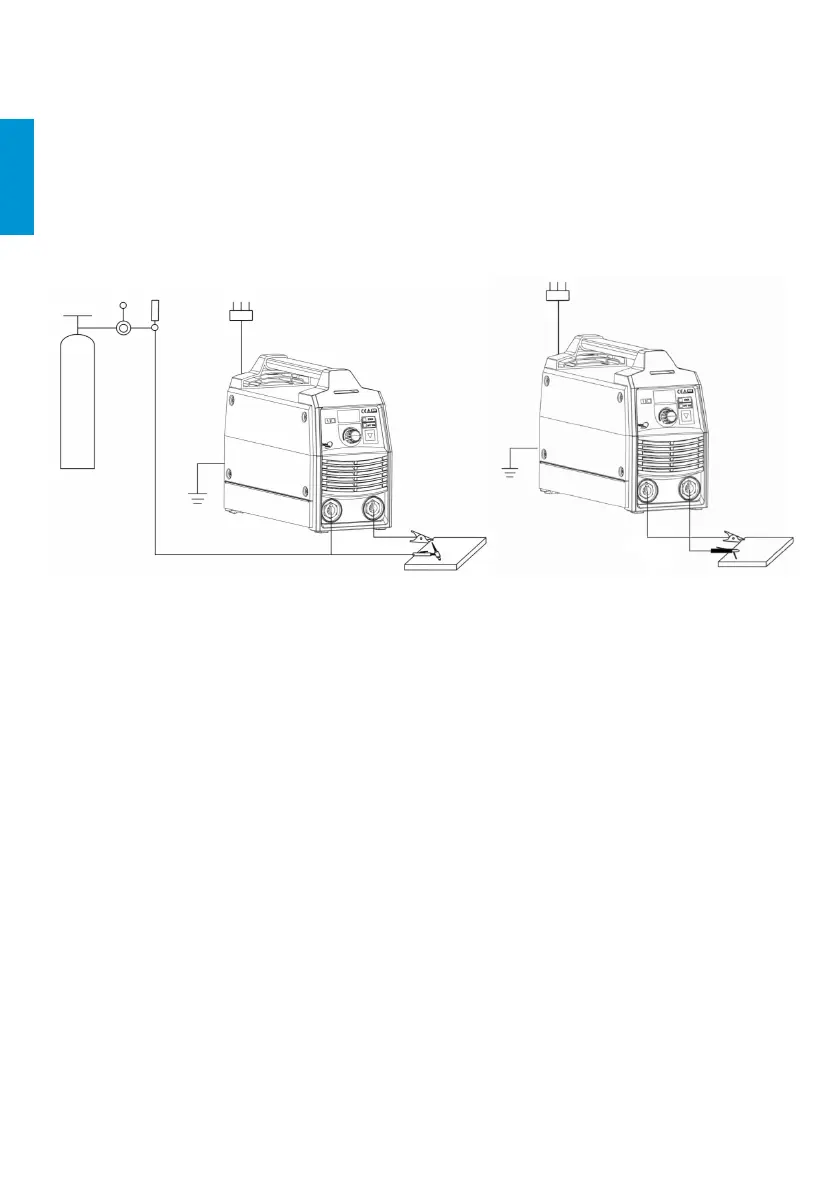
2.2.1 Instalarea corectă a TIG LIFT
a) Conectaţi corect sursa de gaze protejată. Calea de alimentare cu gaz trebuie să includă ci-
lindru de gaz, debitmetru de decompresie cu argon şi ţeavă de gaz. Elementele de conectare
ale conductei de gaz trebuie să e xate cu cleme de furtun sau alte obiecte, pentru a preveni
scurgerile şi aerul.
b) Conectaţi şa tortei TIG în poziţia „-” a panoului frontal şi xaţi-o în sensul acelor de ceasornic.
c) Conectaţi un capăt al cablului de împământare la „+” panoului frontal şi xaţi-l în sensul acelor
de ceasornic, celălalt capăt al clemei de prindere.
2.2.2 Instalarea corectă a STICK
a) Conectaţi şa rapidă a suportului electrodului în priza „-” a maşinii şi xaţi-o bine în sensul acelor
de ceasornic.
b) Conectaţi şa rapidă a clemei de împământare la priza „+” a maşinii şi xaţi-o în sensul acelor
de ceasornic, celălalt capăt xează piesa de prelucrat.
Fiţi atenţi la terminalul de conectare, maşina de sudura DC are două căi de conectare: conexi-
une pozitivă şi conexiune negativă.
Conectare pozitivă: piesa de lucru se conectează la terminalul „+”, în timp ce suportul electrodu-
lui se conectează cu terminalul „-”.
Conectare negativă: piesa de lucru se conectează cu terminalul „-”, în timp ce suportul electro-
dului se conectează cu terminalul „+”.
Alegeţi calea potrivită în funcţie de situaţia de lucru. Dacă se face o alegere inadecvată, se va
provoca un arc instabil, mai multe stropi şi conjugare. Dacă apar astfel de probleme, modicaţi
polaritatea conectorului xat. Ar trebui să adopte o conexiune negativă la sudarea cu electrod
de bază, în timp ce conexiunea pozitivă la sudarea cu electrod acid.
Shema conexiunilor - LIFT TIG Shema conexiunilor - MMA
6
 Loading...
Loading...










