HU
2. Beüzemelés
2-1. Csatlakozás az elektromos hálózatra
1. Minden gép saját elsődleges áramvezetékkel rendelkezik, ezért a megfelelő hálózati dugaljon
keresztül a földelt hálózatra kell csatlakoztatni!
2. Áramvezetéket a megfelelő hálózati csatlakozóba kell bedugni!
3. Multiméterrel ellenőrizzük, hogy feszültség megfelelő sávtartományban van-e.
2-2. Kimeneti vezetékek csatlakozása
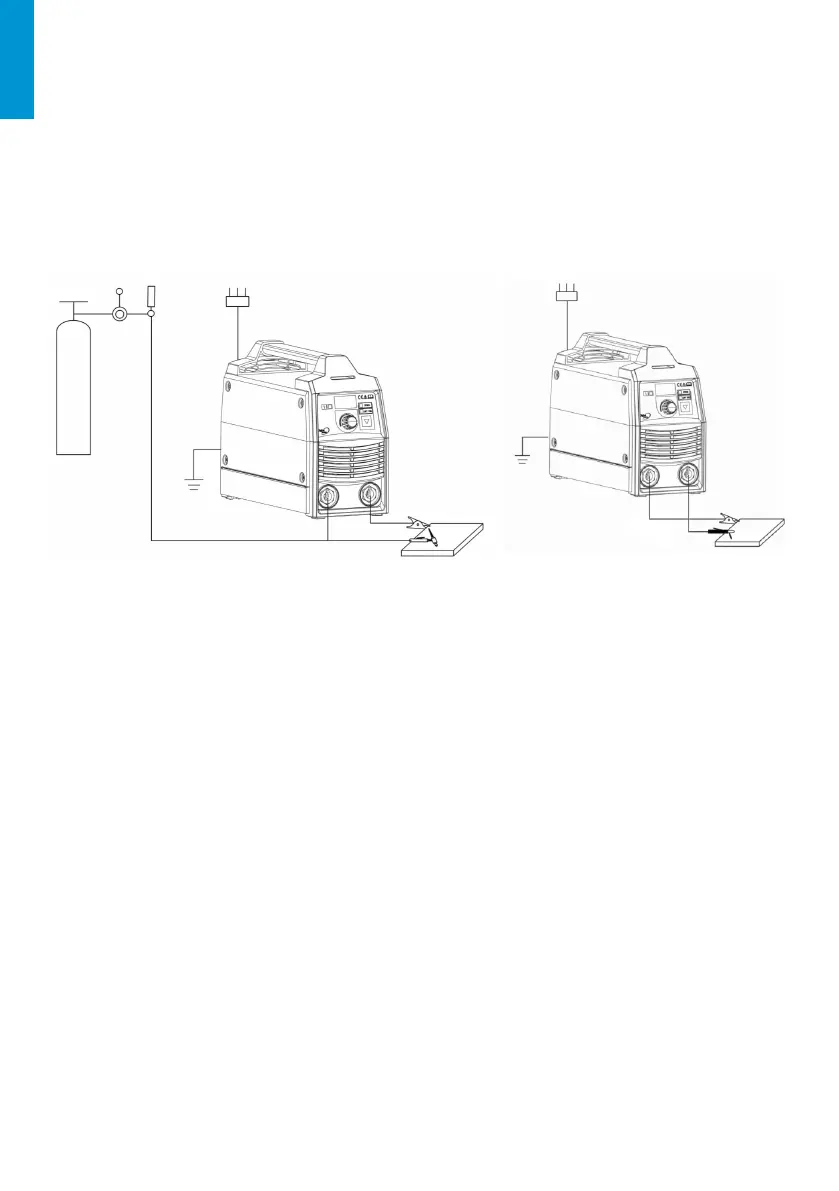
2.2.1 A LIFT TIG helyes telepítése
a) Csatlakoztassa az védőgázforrást. A gázellátó útvonal magában foglalja az Argon gázpa-
lackot, a nyomáscsökkentőt, nyomásmérőt és a gázcsövet. A szivárgás és a levegő behato-
lásának elkerülése érdekében a gázvezeték csatlakozó részeit tömlőbilinccsel kell rögzíteni.
b) Csatlakoztassa a TIG hegesztőpisztolyt az előlap „-” csatlakozójához és rögzítse az óramutató
járásával megegyező irányba.
c) Csatlakoztassa a földelő bilincs egyik végét az előlapi “+” -hoz, és rögzítse az óramutató járásá-
val megegyező irányba, a másik végét pedig a munkadarab rögzíti.
2.2.2 A STICK helyes telepítése
a) Csatlakoztassa az elektródatartó csatlakozó dugóját a készülék „-” aljzatához, és szorosan rög-
zítse az óramutató járásával megegyező irányba.
b) Csatlakoztassa a testcsipesz csatlakozó dugóját a gép aljzatába, és rögzítse az óramutató
járásával megegyező irányba, a másik vége rögzíti a munkadarabhoz.
Kérjük, vegye gyelembe a csatlakozáskor, hogy az egyenáramú hegesztőgépnek két csatlako-
zási módja van: pozitív kapcsolás és negatív kapcsolás.
Pozitív csatlakozás: a munkadarab csatlakozik a „+” kimenethez, míg az elektródatartó a „-” ki-
menethez csatlakozik.
Negatív csatlakozás: a munkadarab csatlakozik a „-” kimenethez, míg az elektródatartó „+” ki-
menethez csatlakozik.
Válasszon megfelelő módot a munkakörülményeknek megfelelően. Ha nem megfelelő a csatla-
kozás módja, az instabil ívet és több fröcskölést okozhat. Ilyen problémák esetén módosítsa a
polaritást. Bázikus elektródával történő hegesztés során negatív csatlakozást kell alkalmazni,
míg a savas elektródával való hegesztés során pozitív kapcsolatot kell kialakítani.
CSatlakozási diagramm - LIFT TIG CSatlakozási diagramm - MMA
6