Bedienungsanleitung EK22plus Seite 4
______________________________________________________________________________
5. Hinweise zum bestimmungsgemäßen Gebrauch
5.1. Bedienung des Gerätes
Vor Arbeitsbeginn sind alle aktiven, d.h. stromführenden Teile im
Arbeitsumfeld des Monteurs freizuschalten. Ist dieses nicht möglich
sind entsprechende Schutzvorkehrungen
1
für das Arbeiten in der
Nähe von unter Spannung stehenden Teilen zu treffen.
Dann erfolgt die Auswahl des geeigneten Preßeinsatz (Pos.-Nr. 10).
Achtung
Preßwerkzeug niemals ohne Preßeinsätze betätigen!
Anschließend wird der Zuganker (Pos.-Nr. 3) ausgerastet (Bild 2
Stellung A) und der Preßkopf geöffnet. Die beiden Hälften der
Preßeinsätze werden nacheinander seitlich unter Betätigung der
Druckknöpfe (Pos. 4) bis zum Einrasten eingeschoben (Bild 2
Stellung E). Nachdem der Preßkopf wieder vollständig geschlossen
wurde, wird der Verriegelungsschieber (Pos.-Nr. 8) für den
Bedienungsschalter (Pos.-Nr. 1) freigeschaltet, d.h. nach unten
geschoben (Bild 2 Stellung D).
Es sollte vor Arbeitsbeginn der Ladezustand des Akkus (Pos.-Nr. 7)
überprüft worden sein
2
. Ein niedriger Ladezustand kann
beispielsweise an der Leuchtdiode (Pos.-Nr. 6) durch ein 20 s’iges
Aufleuchten am Ende einer Pressung erkannt werden.
Die Betätigung des Bedienungsschalters (Pos.-No. 1) leitet den
Preßvorgang ein, der durch das Zusammenfahren der Preßeinsätze
gekennzeichnet wird (Bild 2 Stellung C).
Dabei befindet sich das auf den Leiter aufgeschobene
Verbindungsmaterial bei geschlossenem Preßkopf in dem Preßprofil
der stationären Hälfte des Preßeinsatzes
3
.
Ein Preßvorgang ist abgeschlossen, wenn die Preßeinsätze (Pos.-Nr.
10) zusammengefahren sind. Der Rücklauf des Kolbens erfolgt
automatisch nach Erreichen des max. Betriebsüberdruckes.
Anschließend kann ein weiterer Preßvorgang vorgenommen werden
oder durch Öffnen des Zugankers (Pos.-Nr. 3) das
Verbindungsmaterial aus dem Preßkopf herausgenommen werden.
Nach Beendigung der Preßvorgänge muß der Verriegelungsschieber
(Pos.-Nr. 8) wieder nach oben geschoben werden.
Achtung
Vor Auswechselung der Preßeinsätze
unbedingt Bedienungsschalter mit
Verriegelungsschieber gegen
unbeabsichtigtes Betätigen sichern.
Durch Drücken der Rückstelltaste (Pos.-Nr. 2) können im Fehler-,
bzw. Notfall die Preßeinsätze in die Ausgangsposition
zurückgefahren werden (Bild 2 Stellung B).
Achtung
Der Preßvorgang kann jederzeit durch Loslassen
des Betätigungsschalters unterbrochen werden.
1
Siehe DIN EN 50110-1
2
siehe Kapitel 5.5
3
Siehe Bild 4 – Montagehinweis für Kabelschuhe und Verbinder
5.2. Erläuterung des Anwendungsbereiches
Das Preßgerät verfügt über eine große Anzahl verschiedener Preßeinsätze
(Pos.-Nr. 10) zum Verpressen von Klauke-Verbindungsmaterial.
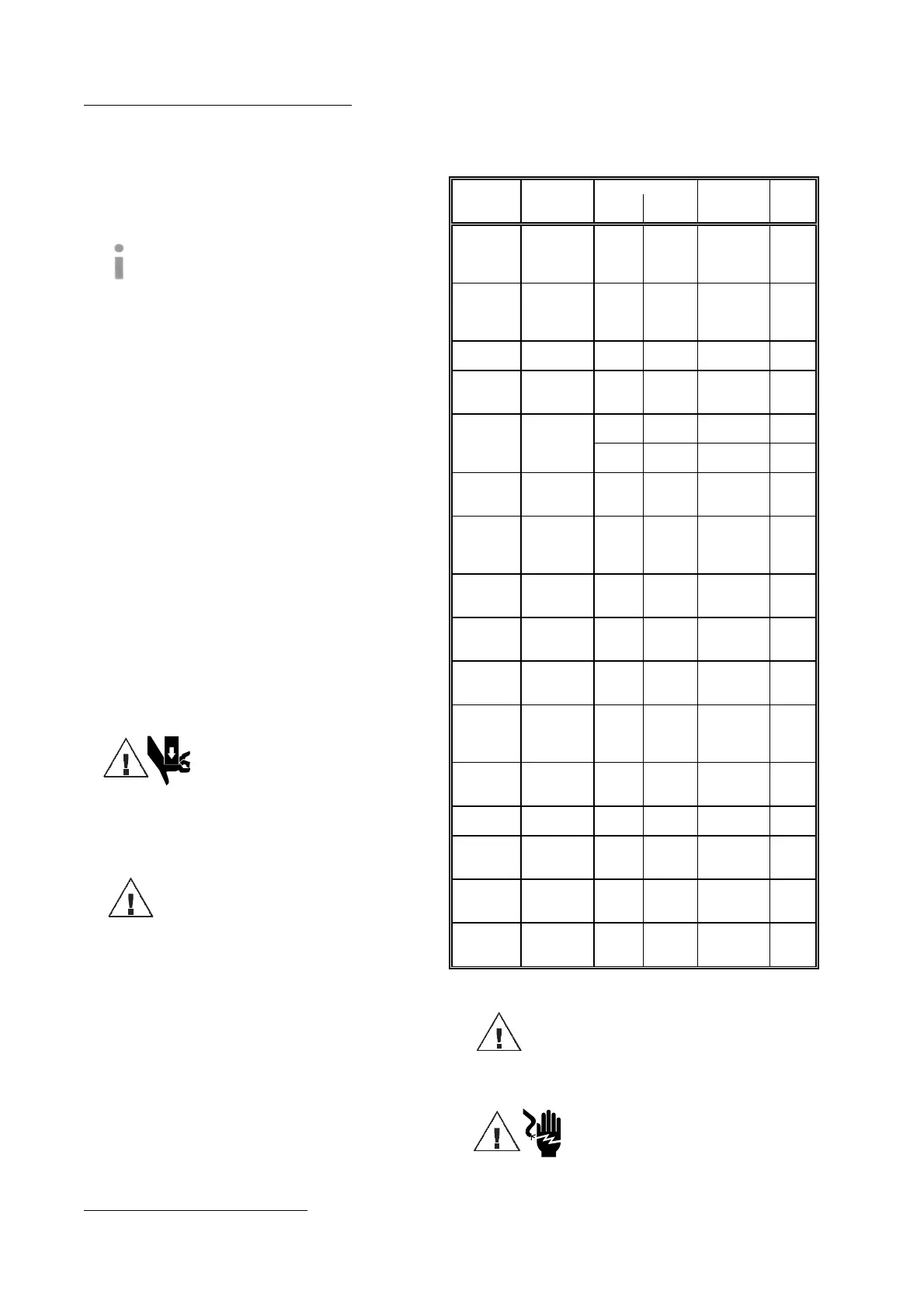
Tabelle 2 (siehe Bild 3 auf Seite 2)
Kennzeichnung
Preß-
bereich
mm²
Preß-
einsätze außen Preß-
profil
Oberfläche
des Preß-
einsatzes
Preß-
breite
6-300 RKS und
VB
Normalausf
ührung
CU, QS QS gelb
chromati-
siert
5 mm
6-240 Preß-KS
und –VB
DIN 46235/
DIN 46267
CU,
QS,
DIN
46235
Kenn-
zahl
gelb
chromati-
siert
5 mm
10-240 Aluminium
KS und VB
AL, QS Kenn-
zahl
blau
verzinkt
7 mm
25-185 Al-Preß-
verbinder
Aldrey
Al, QS Kenn-
zahl
blau
verzinkt
7 mm
Al, QS Kenn-
zahl
blau
verzinkt
7 mm25/4-
120/20
Preß-
verbinder
DIN 48085
T3
St, QS Kenn-
zahl
brüniert 5 mm
10-240 sm
35-300 se
Runddruck-
einsatz
RU;
QS,sm;
QS,sm
-gelb
chromati-
siert
-
10-70 Quetsch-
/Stift-KS
CU,
QS,
DIN
46234
QS gelb
chromati-
siert
-
10-70 isolierte
Quetsch-KS
ISQ,
QS
QS gelb
chromati-
siert
-
10-70 Rohr-RKS
für fein-
drähtige L.
F, QS QS gelb
chromatisier
t
-
4-50 C-Abzweig-
klemmen
C, QS - gelb
chromati-
siert
5 mm
10-150 RKS und
VB isoliert,
Stift-KS
isoliert
IS, QS QS gelb
chromati-
siert
-
2x50-2x70 Doppel-
Preß-RKS
DP, QS QS gelb
chromati-
siert
5 mm
10-50 Nickel-RKS
+ VB
Ni, QS - blau
verzinkt
5 mm
10-70 Ovale Preß-
VB
Cu o.
Al, QS
QS gelb
chromati-
siert
5 mm
10-185 AEH DIN
46228
AE, QS - gelb
chromati-
siert
-
2x4-2x16 Twin AEH AE,
2xQS
-gelb
chromati-
siert
-
Abkürzungen: RKS=Rohr Kabelschuhe, VB=Verbinder,
AEH=Aderendhülsen, QS=Querschnitt, L=Leiter
Achtung
Es dürfen nur die in Tab. 2 genannten
Verbindungsmaterialien verpreßt werden.
Sollten andere Verbindungsmaterialien verpreßt werden müssen, ist eine
Rücksprache mit dem Werk zwingend erforderlich.
Achtung
Es dürfen keine unter Spannung stehenden Teile
verpreßt werden.