PL
17
przypadkach biegunowość powinna być
jednak odwrotna – należy dokładnie
sprawdzić iprzestrzegać instrukcji
producenta elektrody.
KONFIGURACJA DO MIG
1. Włącz źródło zasilania iustaw przełącznik
MIG/MIG/TIG wtrybie MIG.
2. Włóż przewód palnika MIG do złącza wyjścio-
wego na panelu przednim idokręć złącze.
3. Włóż przewód powrotny do ujemnego
złącza na panelu przednim idokręć złącze
zgodnie zruchem wskazówek zegara.
4. Włóż szybkozłącze prowadnicy drutu do
gniazda podawania drutu na panelu
przednim idokręć szybkozłącze zgodnie
zruchem wskazówek zegara.
5. Zdejmij pokrywę produktu izałóż cewkę
na wałek cewki. Poluzuj koniec drutu
iprzytnij go do prostego, równego cięcia.
Zwolnij ramię dociskowe, wsuń przewód
wrowek rolki napędowej iwsuń końcówkę
przewodu na niewielką odległość do
wejścia przewodu węża palnika. Sprawdź,
czy rolka napędowa idysza kontaktowa
palnika MIG są odpowiednie do aktualnej
średnicy drutu. Wrazie potrzeby wymień
na właściwą rolkę napędową idyszę
kontaktową. Zablokuj ramię dociskowe
isprawdź, czy rolka dociskowa utrzymuje
drut prawidłowo wciśnięty wrowek.
6. Naciśnij iprzytrzymaj podajnik drutu („wire
inching"), aż drut będzie wystawał zpalnika
MIG.
7. Podłącz mosiężną złączkę dostarczonego
reduktora gazu do węża gazowego ztyłu
źródła prądu spawalniczego iustaw
reduktor na żądany przepływ gazu
osłonowego.
8. Ustaw napięcie spawania ipodawanie
drutu wzależności od rodzaju spoiny,
grubości materiału itp.
• Nigdy nie naprawiaj produktu
samodzielnie. Zleć naprawę uprawnionemu
elektrykowi lub serwisantowi.
• Przed przystąpieniem do serwisowania lub
wykonywania jakichkolwiek innych prac na
produkcie odczekaj 5 minut po wyłączeniu
produktu iodłączeniu go od zasilania, aby
umożliwić rozładowanie kondensatorów.
Nigdy nie dotykaj części pod napięciem.
• Produkt musi być zasilany prądem
1-fazowym 230 V50/60 Hz.
OBSŁUGA
KONFIGURACJA DO MMA
1. Włącz źródło zasilania iustaw przełącznik
MMA/MIG/TIG wtrybie MMA.
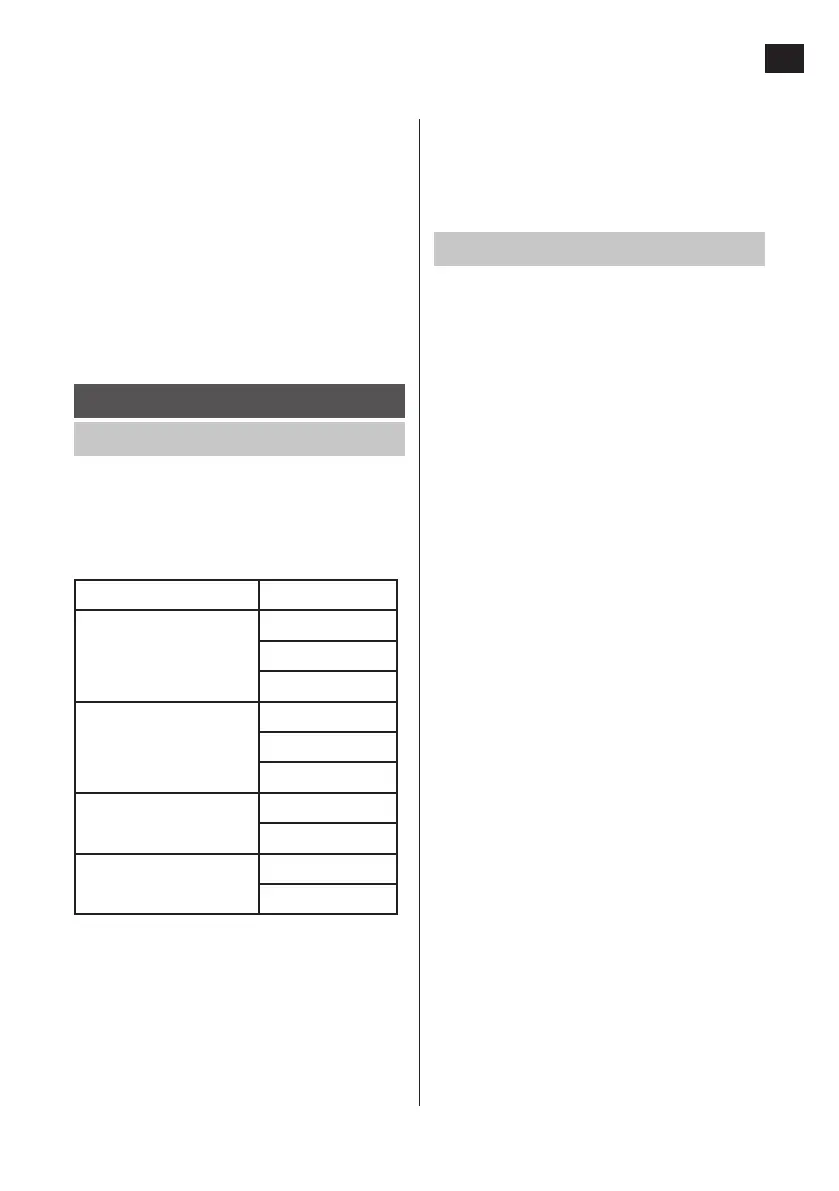
2. Ustaw właściwy prąd spawania dla
elektrody spawalniczej, która ma być użyta,
zgodnie zponiższą tabelą.
Średnica elektrody (mm) Ustawienie
1,0 1
2
3
2,5 4
5
6
3,2 7
8
4,0 9
10
3. Podłącz przewody spawalnicze. Źródło
prądu spawalniczego ma dwa przyłącza
przewodów spawalniczych. Wręcznym
spawaniu łukowym (MMA) uchwyt
elektrody powinien być podłączony
do bieguna dodatniego, aprzedmiot
obrabiany, poprzez przewód powrotny,
do bieguna ujemnego. Wniektórych
 Loading...
Loading...
