1. Never use a blade so coarsely that less than
three of the following teeth are engaged in the
workpiece at one time. (Too few teeth will
cause the teeth to loosen).
2. Never use a blade ner than necessary to
obtain a satisfactory nish (too many teeth
engaged in the workpiece will prevent a
satisfactory sawing speed from being achieved;
anges or burrs are often produced in the cut
surface instead.
3. When sawing a thin rectangular solid bar, the
work should, if possible, be loaded with the
thinnest cross-section towards the teeth of the
blade. The tooth division (number of teeth per
inch of the blade) selected must be engaged
by at least three of the following teeth in the
workpiece. If the application of this rule is not
possible due to the thinnest cross-section
being too thin, the workpiece must be shaped
with the wider dimension facing the saw teeth
and a coarser blade should be selected.
4. When sawing pipes with thin walls, hollow
pipes or hoses, use a 14 TPI (number of teeth
per inch) blade. Less than 14 TPI will almost
never be satisfactory. For standard pipes or
hoses, 10 teeth per inch is good.
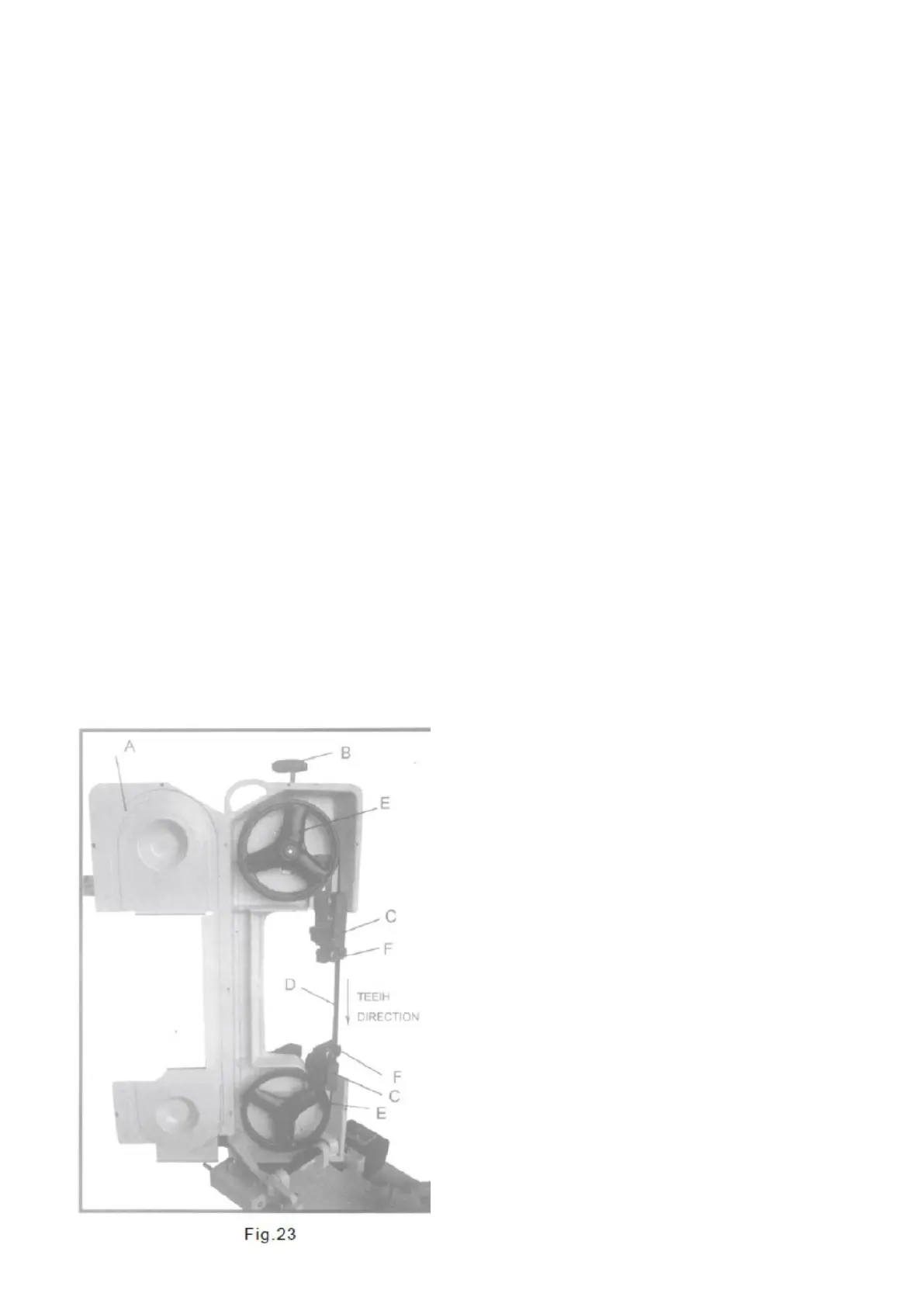
Replacing the saw blade
1. Disconnect the machine from the power
source.
2. If possible, lift the saw arm to an open position
and open the saw blade guard (A) as shown in
Fig. 23.
3. Release the tension by turning the blade
tension knob (B) Fig. 23.
4. Remove the two nger guards (C) Fig. 23.
5. Slide the blade (D) from both wheels (E) Fig. 23,
and steering unit (F).
6. Place the blade between each of the blade
layers (F) and around both wheels (E).
NOTE: The teeth must point down on the right
side, as shown by the directional arrow in
g 23.
7. Replace the nger guards (C) Fig. 23 and set
the voltage by turning the knob (B).
8. Close the saw blade guard (A) Fig. 23
 Loading...
Loading...


