48
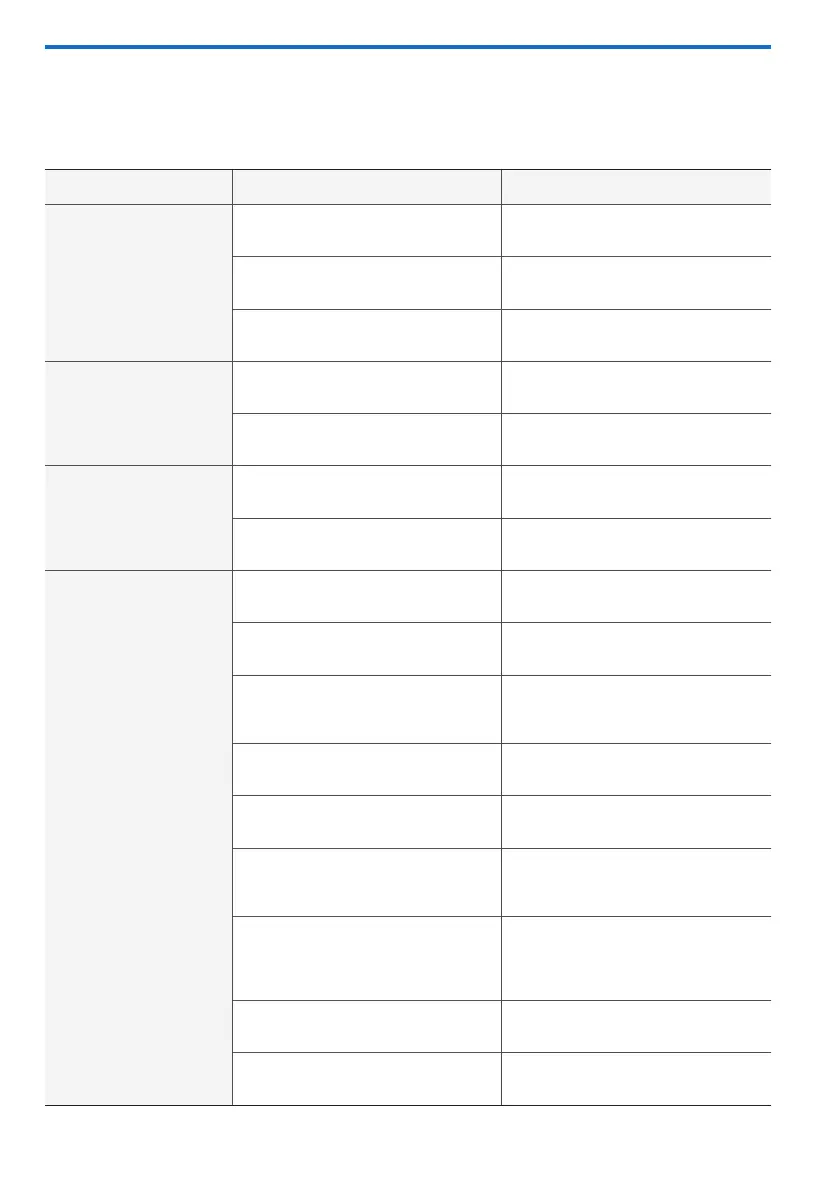
问题点 原因 措施
卡盘不启动
卡盘配件破损 拆卸后更换
滑动部发生粘贴 拆卸后去除修正粘贴的部位并更换
旋转液压缸不启动 检查液压系统。
卡盘爪的行程不足
内部进入太多切屑。 拆卸后清扫。
拉杆已鬆開。 妥善连接拉杆。
加工产品被用出去
基爪的行程不足。 拉杆已鬆開。
由于没有润滑油,造成烧结。 注入润滑油,操作卡盘5~10分钟使其润滑。
精密度不够
夹持力不够。 检查液压设定是否正确。
顶爪的成型直径与加工产品的直径不符。 请按照正确的成型方法再次成型。
切割力过高。
计算切割力,确认切割力是否符合夹头的技术
参数。
转数过高。 请把转数降低到能够获得所需夹持力的转数。
夹头的外围摇动。 检查外围和截面后,再装夹头。
基爪和锅造部位有杂物。顶爪的持紧螺栓不牢
固。
拆开顶爪后,打扫据齿部位,按照规定扭矩拧紧夹
爪螺检。
顶爪的成型方法不完善。
检查成型塞子是否平行于夹头截面,检查成型
塞子是否由于夹持力而发生变形。另外,检查成
型时的液压和表面粗度等。
顶爪高度过高,因此顶爪变形,拉紧螺检松开。 降低顶爪的高度。(更换成标准大小的顶爪)
夹持力过强,使加工产品变形。 在加工范围内降低夹持力,防止变形。
卡盘使用过程中发生异常时,请检查以下几点后与本公
司联系,我们将为您提供亲切的说明。
06.
故障和对策