3. When the machine is working, please do not touch the electrode. After
processing, please make the high frequency output“+、-”pole touch each
other to make short circuit discharge, which could prevent electric
shock.
4. Avoid being used in heat-treatment shop, electroplating workshop and
the field with corrosive materials or a large amount of dust. Please pay
attention to keep the machine away from water and protect the circuit
from being damaged by corrosive substance. Store pro
perly after use to
protect it from foreign object.
Prohibit working in hazardous environments, such as the fire ban area.
5. When the spindle is close to the upper limit or lower limit, please turn
off the servo switch or turn back the spindle to avoid the spindle
stopping at the limit position for a long time.
6. The machine is equipped with precision electronic components, avoid
bumping it when moving. Before using, do some shock prevention,
keep away from stamping equipment or planer which could cause
vibration and shock. Cut off the main power after use, clean up and
keep it properly.
7. The electric conductivity of work piece and the electrode clamping have
great influences on the processing efficiency. Before processing, Clean
up the rust or oxide film of the work piece to get better conductivity.
Clip the alligator clip in a proper position to keep the electrode and
alligator clip nearby, and meanwhile keep the work-piece from
damaging by electric current.
8. After a period of using, the spindle should be lubricated to ensure the
good condition of the work head.
9. To avoid accidents, non professionals please
do not attempt
to open the
power box for servicing.
VI. Selection of Electrode Materials and Work Liquid
Easy processing and electrical erosion resistance materials are usually
used as tool electrodes, such as copper, graphite and copper-tungsten alloy,
etc. Generally, the economic brass which works well is priority being used in
removing broken taps, etc.
The working liquid is dielectric medium, which plays the role of
cooling and chip removal. So the dielectric medium with low viscosity, high
flash point and stable performance are usually being used, such as pure water,
kerosene, liquid to prevent oxidation of aluminum. For iron or steel parts,
clean tap water could achieve good effect.etc. When processing aluminum
parts, kerosene could be used as the working liquid.
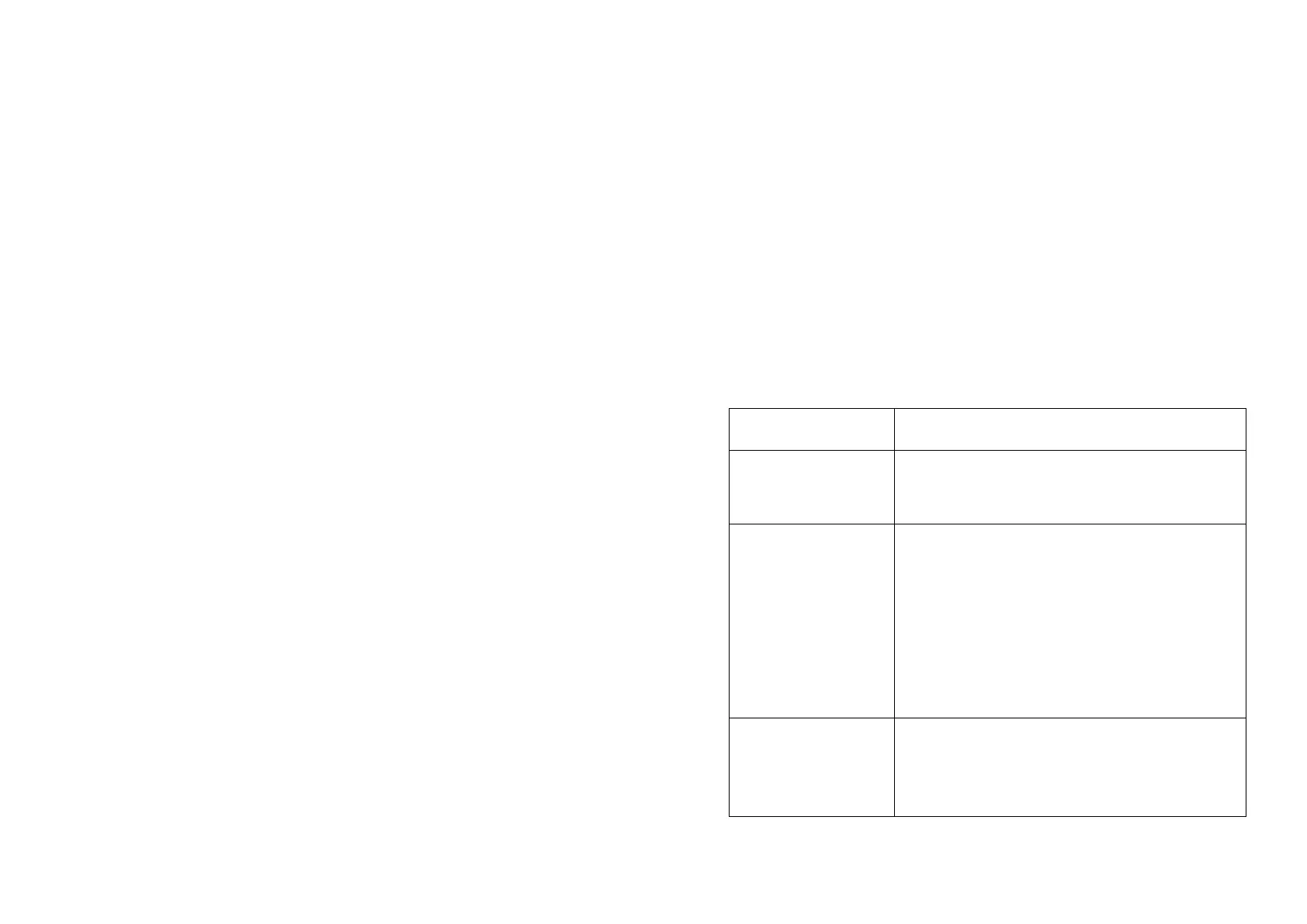
VII. Failures and Solutions
Failure Reasons and Solutions
1.The power supply is not connected. Please make
sure the power cord is securely connected
2.Fuse Burn, replace the fuse
After turning on the
machine, the spindle
cannot move.
1.The power cord is not connected. Please connect
the power line again.
2.The spindle reach the upper limit and start the
travel switch. Open the machine and press the reset
button for 2-3 seconds to get the machine back to
work.
3.Something is wrong with the servo controller.
Please contact us immediately.
1.Check the liquid level of the water supply source
to ensure that the water pump is under the liquid
surface
2.Open the pump to clean the rotor timely.
9 10

 Loading...
Loading...