-
--------------
------
-----
SIOUX
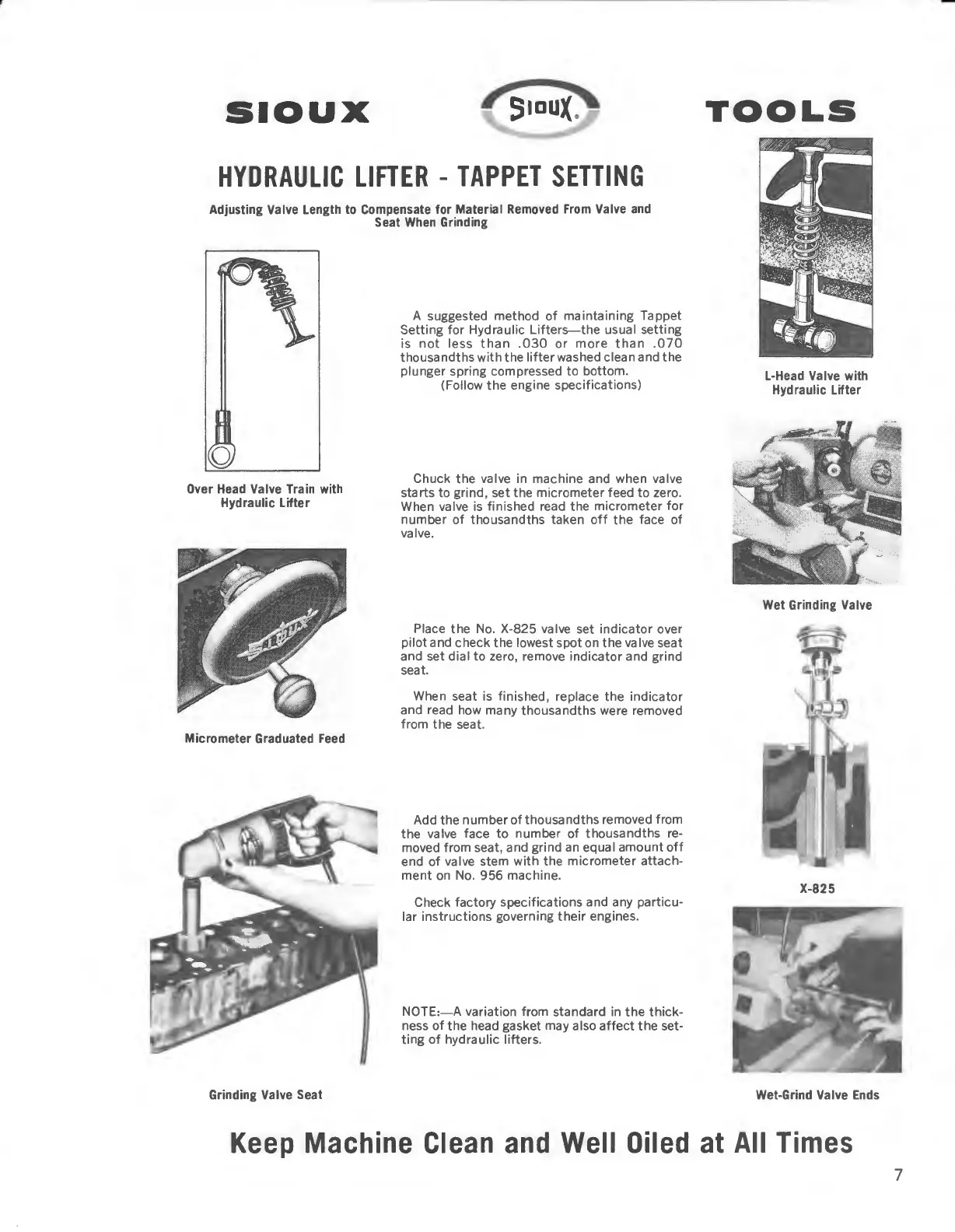
HYDRAULIC
LIFTER
-
TAPPET
SETTING
Adjusting
Valve
Length
to
Compensate
for
Material
Removed
From
Valve
and
Seat
When
Grinding
Over
Head
Valve
Train
with
Hydraulic
Lifter
Micrometer
Graduated
Feed
Grinding
Valve
Seat
A suggested method of maintaining Tappet
Setting
for
Hydraulic
Lifters-the
usual setting
is
not
less
than
.030
or
more
than
.070
thousandths with the
lifter
washed clean and the
plunger spring compressed
to
bottom.
(Follow the engine specifications)
Chuck the valve in machine and when valve
starts to grind, set the micrometer feed to zero.
When valve
is
finished read the micrometer
for
number
of
thousandths taken
off
the
face
of
valve.
Place the No. X-825 valve set
indicator
over
pilot and check the lowest spot on
the
valve seat
and set dial
to
zero, remove
indicator
and grind
seat.
When seat is finished, replace
the
indicator
and read how many thousandths were removed
from the seat.
Add the
number
of
thousandths removed from
the
valve face
to
number
of
thousandths re-
moved from seat, and grind
an
equal amount
off
end
of
valve stem with
the
micrometer
attach-
ment
on
No.
956
machine.
Check factory specifications and any particu-
lar instructions governing
their
engines.
NOTE:-A
variation from standard
in
the
thick-
ness
of
the head gasket may also
affect
the
set-
ting
of
hydraulic lifters.
TOOLS
L-Head
Valve
with
Hydraulic
Lifter
Wet
Grinding
Valve
X-825
Wet-Grind
Valve
Ends
Keep
Machine
Clean
and
Well
Oiled
at
All
Times
7
 Loading...
Loading...