- 51 -
02'$/,'$'('()81&,21$0(1720,*0$*
)XQFLRQDPHQWRQDPRGDOLGDGHPDQXDO
&RQ¿JXUDomRPRGDOLGDGHPDQXDO)LJ/
O utilizador pode personalizar os seguintes parâmetros de soldadura (Fig. L-2):
-
: tensão de soldadura;
-
YHORFLGDGHGHDOLPHQWDomRGR¿R
-
3RVWJDV3HUPLWHDGDSWDURWHPSRGHÀX[RGRJiVGHSURWHomRDSDUWLUGD
paragem da soldadura.
-
: Reatância eletrônica. Um valor mais alto estabelece um banho de
soldadura mais quente;
-
%XUQEDFN3HUPLWHUHJXODURWHPSRGHTXHLPDGXUDGR¿RQDSDUDJHPGD
soldadura;
-
6RIWVWDUW3HUPLWHDGDSWDUDYHORFLGDGHGR¿RQDSDUWLGDGDVROGDGXUDSDUD
otimizar a ignição do arco.
Na parte alta do ecrã são visualizadas as grandezas reais de soldadura (velocidade
GR¿RFRUUHQWHHWHQVmRGHVROGDGXUD
&RQ¿JXUDomR GRV SDUkPHWURV FRP 6SRRO *XQ DSHQDV YHUVmR WRFKD
VLPSOHV
1DPRGDOLGDGHPDQXDODYHORFLGDGHGHDOLPHQWDomRGR¿RHDWHQVmRGHVROGDGXUD
são reguladas separadamente. O manípulo presente no spool gun (Fig. I-5) regula a
YHORFLGDGHGR¿RHQTXDQWRDWHQVmRGHVROGDGXUDpUHJXODGDDWUDYpVGRHFUm
)XQFLRQDPHQWRQDPRGDOLGDGHVLQpUJLFD
&RQ¿JXUDomRPRGDOLGDGHVLQpUJLFD)LJ/
Carregando pelo menos 3 segundos o manípulo C-5 se tem acesso ao menu de
FRQ¿JXUDomR SDUkPHWURV FRPR PDWHULDO GLkPHWUR GR ¿R WLSR GH JiV )LJ /
2 DSDUHOKR GH VROGDU FRQ¿JXUDVH DXWRPDWLFDPHQWH QDV FRQGLo}HV H[FHOHQWHV
GH IXQFLRQDPHQWR HVWDEHOHFLGDV SHODV YiULDV FXUYDV VLQpUJLFDV PHPRUL]DGDV 2
XWLOL]DGRUGHYHUiDSHQDVVHOHFLRQDUDHVSHVVXUDGRPDWHULDOSDUDFRPHoDUDVROGDU
O utilizador pode também personalizar os seguintes parâmetros de soldadura (Fig. L-5):
- &RUUHomRGRDUFRHPUHODomRjWHQVmRSUpFRQ¿JXUDGD
-
YHORFLGDGHGHDOLPHQWDomRGR¿R
-
: espessura do material.
-
: Corrente de soldadura.
-
&RUUHomRGDUHDWkQFLDHOHFWUyQLFDHPUHODomRDRYDORUSUpFRQ¿JXUDGR
-
&RUUHomR %XUQEDFN 3HUPLWH FRUULJLUR WHPSR GH TXHLPDGXUD GR ¿R QD
SDUDJHPGDVROGDGXUDHPUHODomRDRWHPSRSUpFRQ¿JXUDGR
-
3RVWJDV3HUPLWHDGDSWDURWHPSRGHÀX[RGRJiVGHSURWHomRDSDUWLUGD
paragem da soldadura.
-
: Rampa de descida da corrente de soldadura (SLOPE DOWN). Permite a
redução gradual da corrente ao soltar o botão da tocha.
1RWD RV SDUkPHWURV FRUUHQWH GH VROGDGXUD YHORFLGDGH GH DOLPHQWDomR GR ¿R
espessura do material são relacionados entre si segundo uma curva sinérgica.
Na parte alta do ecrã são visualizadas as grandezas reais de soldadura (velocidade
GR¿RFRUUHQWHHWHQVmRGHVROGDGXUD
0RGDOLGDGH$7&$GYDQFHG7KHUPDO&RQWURO
$WLYDVHDXWRPDWLFDPHQWHTXDQGRDHVSHVVXUDFRQ¿JXUDGDpPHQRURXLJXDOD
mm.
Descrição: o controlo especial instantâneo do arco de soldadura e a elevada
rapidez de correção dos parâmetros reduzem os picos de corrente, característicos
da modalidade de transferência Short Arc em benefício de um fornecimento térmico
reduzido à peça a soldar. O resultado é, por um lado, a menor deformação do material,
SHORRXWURXPDWUDQVIHUrQFLDÀXLGDHSUHFLVDGRPDWHULDOGHDSRUWHFRPDFULDomRGH
XPFRUGmRGHVROGDGXUDIiFLOGHPRGHODU
Vantagens:
VROGDGXUDVHPHVSHVVXUDV¿QDVFRPJUDQGHIDFLOLGDGH
- menor deformação do material;
DUFRHVWiYHOWDPEpPFRPEDL[DVFRUUHQWHV
VROGDGXUDSRUSRQWRVUiSLGDHH[DWD
- união facilitada de chapas espaçadas entre si.
8WLOL]DomRGR6SRRO*XQDSHQDVYHUVmRWRFKDVLPSOHV
7RGDVDVPRGDOLGDGHVGHFRQ¿JXUDomRPDWHULDOGLkPHWURGR¿RWLSRGHJiVVmR
realizadas conforme descrito acima.
2 PDQtSXOR SUHVHQWH QR VSRRO JXQ )LJ , UHJXOD D YHORFLGDGH GR ¿R H
VLPXOWDQHDPHQWHDFRUUHQWHGHVROGDGXUDHDHVSHVVXUD2XWHQWHGHYHUiDSHQDV
FRUULJLUDWHQVmRGHDUFRDWUDYpVGRHFUmVHQHFHVViULR
)XQFLRQDPHQWRQDPRGDOLGDGH$%3XOVH
&RQ¿JXUDomRPRGDOLGDGHSXOVH)LJ/
Carregando pelo menos 3 segundos o manípulo C-5 se tem acesso ao menu de
FRQ¿JXUDomR SDUkPHWURV FRPR PDWHULDO GLkPHWUR GR ¿R WLSR GH JiV )LJ /
2 DSDUHOKR GH VROGDU FRQ¿JXUDVH DXWRPDWLFDPHQWH QDV FRQGLo}HV H[FHOHQWHV
GH IXQFLRQDPHQWR HVWDEHOHFLGDV SHODV YiULDV FXUYDV VLQpUJLFDV PHPRUL]DGDV 2
XWLOL]DGRUGHYHUiDSHQDVVHOHFLRQDUDHVSHVVXUDGRPDWHULDOSDUDFRPHoDUDVROGDU
Em relação à modalidade sinérgica estão disponíveis mais dois parâmetros:
-
: Corrente inicial.
-
'XUDomR GD FRUUHQWH LQLFLDO &RQ¿JXUDQGR HP ]HUR R SDUkPHWUR p
desativada a corrente inicial.
)XQFLRQDPHQWRQDPRGDOLGDGH$%3R338/6(RQ38/6(
&RQ¿JXUDomRPRGDOLGDGHSXOVH)LJ/
A modalidade PoP permite efetuar uma soldadura pulsada com 2 níveis de corrente
(I
2
e I
1
) e com duração respectivamente T2 e T1.
(PUHODomRjPRGDOLGDGH38/6(HVWmRGLVSRQtYHLVDVYDULiYHLVDVHJXLU
-
&RUUHQWHGHVROGDGXUDVHFXQGiULD
-
&RUUHomRGRDUFRVHFXQGiULRHPUHODomRjWHQVmRSUpFRQ¿JXUDGD
-
YHORFLGDGHGHDOLPHQWDomRGR¿RVHFXQGiULR
-
HVSHVVXUDGRPDWHULDOVHFXQGiULR
-
: duração da corrente I
2
;
-
: duração da corrente I
1
.
)XQFLRQDPHQWRQDPRGDOLGDGH52270,*
&RQ¿JXUDomRPRGDOLGDGH52270,*)LJ/
Os parâmetros disponíveis são os mesmos da modalidade sinérgica (ver 7.2).
&RQ¿JXUDomRWRFKD777DSHQDVYHUVmRWRFKDV
$FRQ¿JXUDomRGDXWLOL]DomRGDWRFKD777SRGHVHUHIHWXDGDGHGXDVPDQHLUDV
- pressionando pelo menos por um segundo o botão da tocha que se pretende utilizar
até selecionar o ícone correspondente;
- selecionando-a através do menu CONFIGURAÇÕES (ver cap. 13.5).
1RWD pressionando ao mesmo tempo os dois botões (Fig. C-2 e Fig C-3) obtém-se
XPDYLVXDOL]DomRGDFRQ¿JXUDomRGHFDGDXPDGDVWRFKDV
3DUD REWHU VROGDGXUDV SHUIHLWDV p UHFRPHQGiYHO XWLOL]DU D FRPELQDomR FRUUHWD GH
tocha, alimentador, material. Consulte a tabela 3 (TAB. 3).
&21752/2'2%27272&+$
&RQ¿JXUDomRGDPRGDOLGDGHGHFRQWURORGRERWmRWRFKD)LJ/
Para ter acesso ao menu de regulação dos parâmetros carregue o manípulo (Fig. B-5)
pelo menos 3 segundos.
0RGDOLGDGHVGHFRQWURORGRERWmRGDWRFKD
eSRVVtYHOFRQ¿JXUDUPRGDOLGDGHVGLIHUHQWHVGHFRQWURORGRERWmRWRFKD
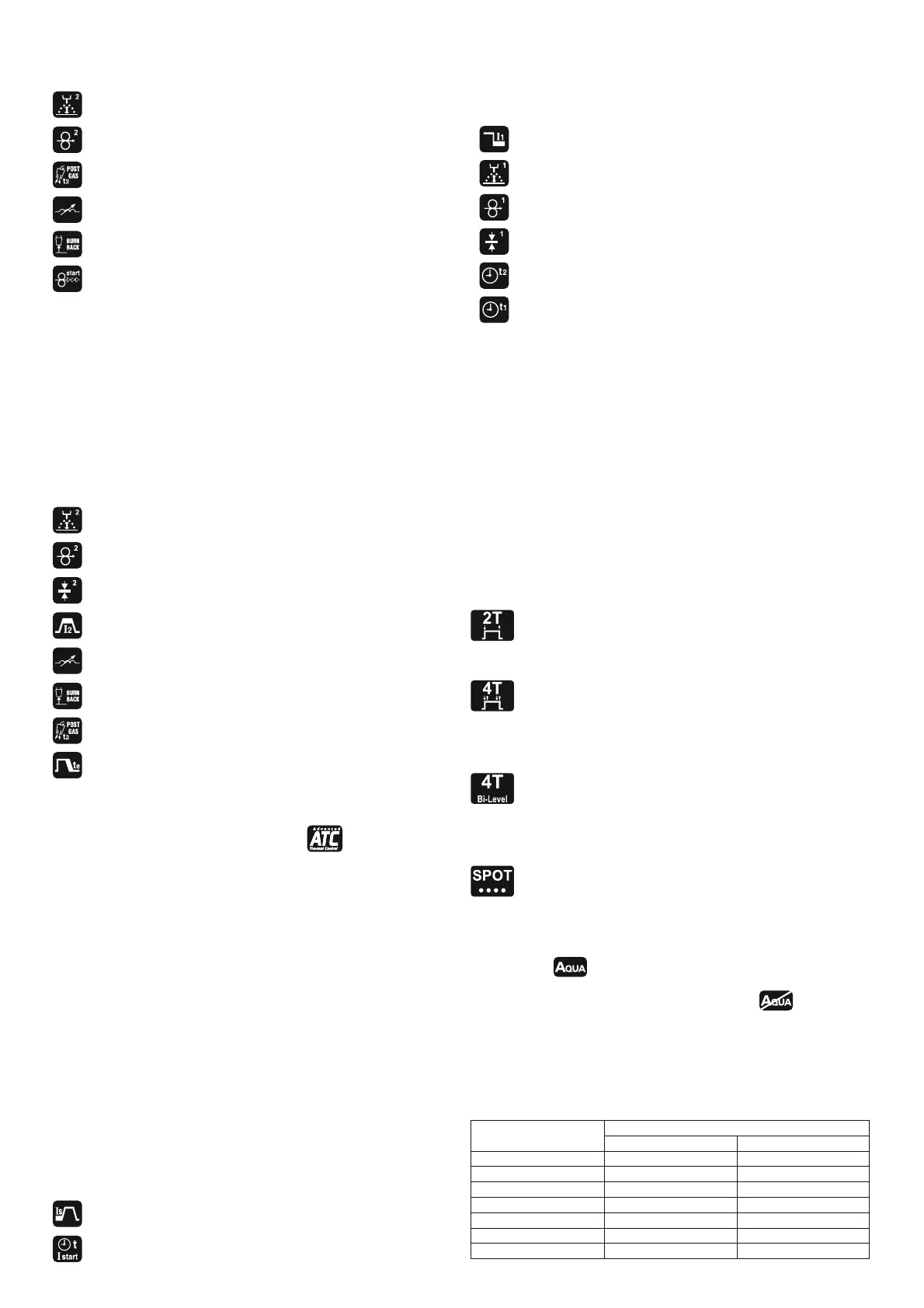
0RGDOLGDGH7
A soldadura começa carregando o botão tocha e acaba quando o botão é solto.
0RGDOLGDGH7
A soldadura começa carregando e soltando o botão tocha e termina somente quando
RERWmRWRFKDHVWiFDUUHJDGRHVROWRXPDVHJXQGDYH](VWDPRGDOLGDGHp~WLOSDUD
soldaduras de longa duração.
0RGDOLGDGH7%L/HYHO
A soldadura começa carregando e soltando o botão tocha. Cada vez que carrega/
solta passa-se da corrente (I
2
símbolo) à corrente (I
1
símbolo) e vice-versa. Esta
termina apenas quando o botão tocha for carregado por um certo tempo estabelecido.
0RGDOLGDGHSRUSRQWRV
Permite a execução de soldaduras por pontos MIG/MAG com controlo da duração
da soldadura
62/'$'85$&20*5$DSHQDVSDUDYHUVmR5$
2DSDUHOKRGHVROGDUUHFRQKHFHGHPRGRDXWRPiWLFRDSUHVHQoDGD*5$1RHFUm
surge o símbolo
. Ao pressionar o botão tocha pela primeira vez, a G.R.A. é
ativada. É possível desativar o funcionamento da G.R.A. seguindo as instruções
indicadas no cap. 12. Neste caso, no ecrã, surge o símbolo
.
62/'$'85$00$'(6&5,d2'2352&(',0(172
35,1&Ë3,26*(5$,6
eLQGLVSHQViYHOFRQVXOWDUDVLQGLFDo}HVGRIDEULFDQWHFRQWLGDVQDHPEDODJHPGRV
eléctrodos utilizados que indicam a polaridade correta do eléctrodo e a relativa
corrente excelente.
- A corrente de soldadura deve ser regulada em função do diâmetro do eléctrodo
utilizado e do tipo de junção que se quer executar; a título indicativo as correntes
TXHSRGHPVHUXWLOL]DGDVSDUDRVYiULRVGLkPHWURVGHHOpFWURGRVmR
(OpFWURGRPP
&RUUHQWHGHVROGDGXUD$
0LQ 0D[
1.6 30 50
2.0 40 80
2.5 60 110
3.2 90 140
4.0 120 180
5.0 170 250
6.0 230 270
 Loading...
Loading...





