ENGINE
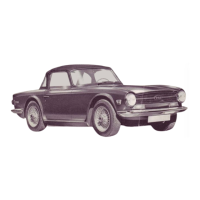
Fig.
15
EXploded view of Distributor and Tacho-
meter Drive Details.
The main bearings are of the precision
type, bi-metal steel backed. No hand
fittlng is required and in no circumstances
should the bearing caps be fled with a
view to taking up wear. The Ning of
bearing caps will make them unserviceable
for future use when new bearings are
ultimately used.
WJhere excessive bearing wear has occurred
the only satisfactory cure is to replace worn
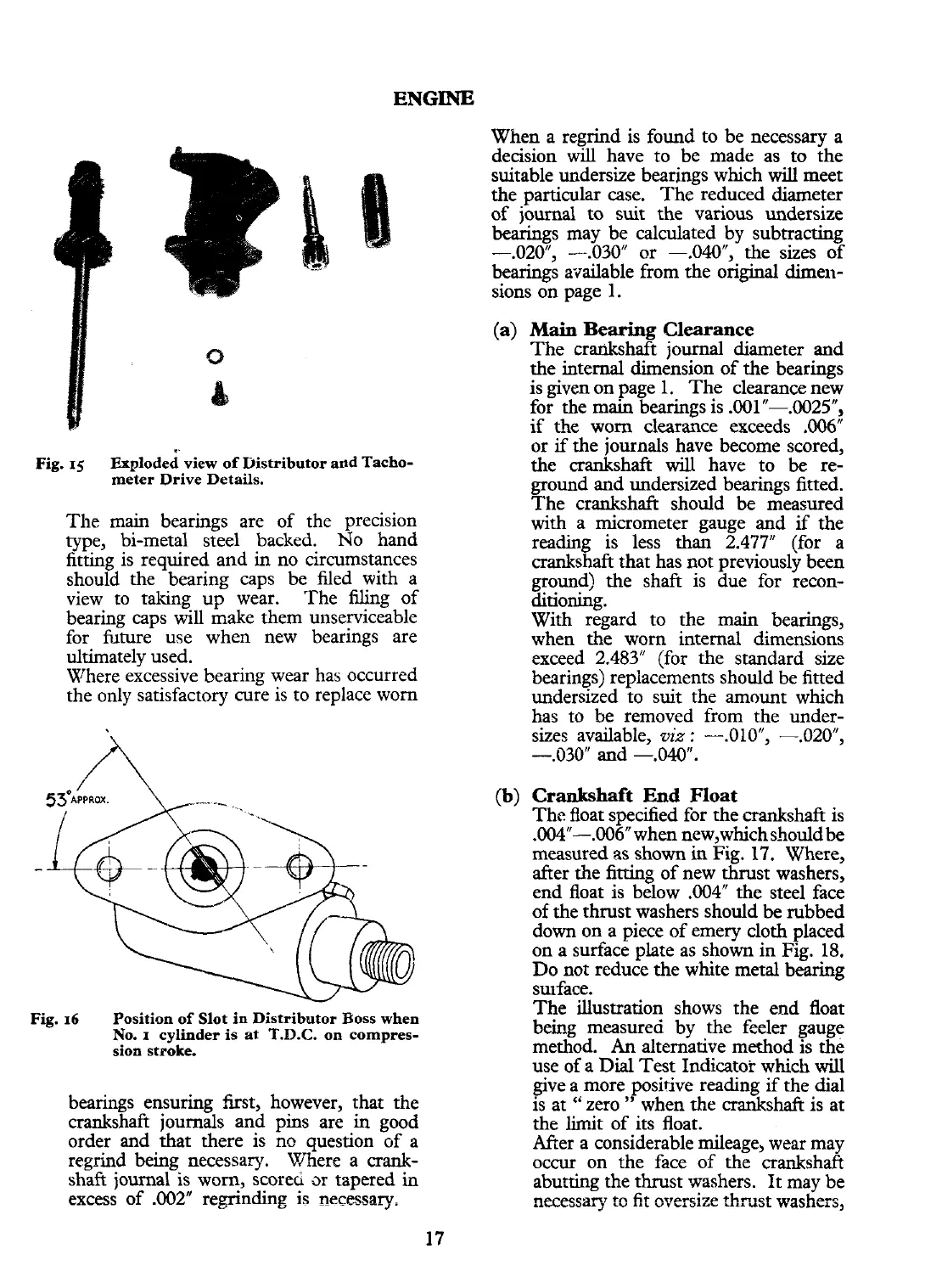
Fig.
16
Position of Slot in Distributor Boss when
No.
I
cylinder
is
at
T.D.C.
on compres-
sion stroke.
bearings ensuring first, however, that the
crankshaft journals and pins are
in
good
order and that there is
no
question of a
regrind being necessary. Where a crank-
shaft journal is worn, scoreci
or
tapered in
excess of .002" regrinding
is
necessary;
When a regrind is found to be necessary a
decision
will
have to be made as to the
suitable undersize bearings which
will
meet
the particular case. The reduced diameter
of journal to suit the various undersize
bearings may be calculated by subtracting
-.020, -.030" or -.04OU, the sizes of
bearings available from the ori@ dimen-
sions on page 1.
(a)
Main
Bearing
Clearance
The crankshaft journal diameter and
the internal dimension of the bearings
is given on page
l.
The clearance new
for the main bearings is .00lV-.002Sr',
if
the worn clearance exceeds
.006"
or
if
the journals have become scored,
the crankshaft
will
have to be re-
ground and undersized bearings fitted.
The crankshaft should be measured
with a micrometer gauge and if the
reading is less
than
2.477" (for a
crankshaft that has not previously been
ground) the shaft is due for recon-
ditioning.
With regard to the main bearings,
when the worn internal dimensions
exceed
2.483"
(for the standard size
bearings) replacements should be fitted
undersized to suit the amount which
has to be removed from the under-
sizes available,
viz
:
-.010", -.02OV,
-.030" and -.04OU.
(b)
Crankshaft
End
Float
The float specified for the crankshaft is
.004"-.006"
when ncw,whichshould be
measured
as
shown
in
Fig. 17. Where,
after the
fitting
of new thrust washers,
end float is below
304"
the steel face
of the thrust washers should
be
rubbed
down on a piece of emery cloth placed
on a surface plate as shown in Fig. 18.
Do not reduce the white metal bearing
sulface.
The illustration shows the end float
being measured by the feeler gauge
method.
An
alternative method
is
the
use of a
Dial
Test Indicator which
will
give a more positive reading if the dial
is at "zero
"
when the crankshaft is at
the limit of its float.
After a considerable mileage, wear may
occur on the face of the crankshaft
abutting the thrust washers. It may be
mcessary
to
fit
eversize
thmst
washers,
 Loading...
Loading...