5.4. Drossel
Verbessert die Schweissdynamik bedeutend.
5.5. Steuerplatine
Reguliert die Drahtvorschubgeschwiendigkeit und Ermöglicht das Punkt- und Intervallschweissen.
5.6.Drahtvorschubmechanismus mit Motor
Für den Drahtvorschub eingesetzt. Der entsprechende Druck der Vorschubrollen auf den Draht wird
durch drehen der Einstellmutter gestellt. Für verschiedene Drahtdurchmesser sollen ensprechende
Vorschubrollen verwendet.
5.7. Elektromagnetisches Gasventil
Das Ventil ermöglicht den Gaszufur. Die entsprechende Gasmenge wird mit dem Druckminderer
eingestellt. Wenn alles gut eingestellt ist, ist den Gasausgang aus dem Brenner zu hören.
5.8. Bedienungselemente
• Ein/Aus Schalter
• Potentiometer zur Einstellung der Drahtgeschwindigkeit
• Potentiometer für Punktschweissen (↑●●●●↓)
• Potentiometer für Intervallschweissen
• Anschlusskabel
• Massekabel mit Klemme
• Schlauchpaket mit Brenner
• Gasdruckminderer
6. VORBEREITUNG DES GERÄTS ZUM SCHWEISSEN
6.1. Netzanschluss
Die VARMIG Schutzgasschweissgeräte sind mit Anschlusskabel für 3 x 400 V/50 Hz ausgerüstet. Sie
können direkt vorgeschriebene Netzspannung angeschlossen werden. Vor dem Anschluss an die
Netzspannung soll man ensprechenden Stecker (5-Polig) montieren.
Bei jedem Anschluss muss der Schalter in Position "0" sein!
6.2. Drahtrolle
Die Drahtolle auf den Träger anlegen. Bei der Montage auf die richtige Abwicklungsrichtung aufmerksam
sein.
6.3. Einführung des Drahtes
Um alle Probleme, die bei der Einführung vorkommen könnten zu umgehen, soll man den Draht bei der
Einführung abbiegen. Die Feder mit Drehen der Schraube nachlassen und die Vorschubrolle von der
Druckrolle trennen. Überprüfen, ob die asgewählte Vorschubrolle den Drahtdurchmesser entspricht, wenn
nicht, die Vorschubrolle umdrehen. Den Draht dann durch diese zwei Rollen in die Führungsseele des
Schweispakettes einführen. Die Vorschubrolle an Druckrolle drücken und die Schraube eindrehen bzw.
nachziehen bis der Draht zwischen den Rollen nicht mehr schleift.
6.4. Gasflasche
Gasflasche auf den Boden des Gerätes stellen und mit der Kette befestigen. Die Abdeckkappe entfernen
und den Druckminderer an die Flasche befestigen, dass das Gas nicht entweicht. Den Schlauch an den
Anschluss befestigen und die Verbindung mit Muffe sichern.
7. DAS SCHWEISSEN
Das Gerät stellt man auf den Arbeitsplatz und zwar so, dass die Luft gut kreisen kann und somit auch die
Kühlung des Gerätes ermöglicht ist. Das Massekabel mit der Klemme wird an das Werkstück mit
sauberer, unoxidierter Oberfläche geklemmt. Mit Bezug auf das Material und die Werkstückdicke wird der
entsprechende Drahtdurchmesser gewählt (0,6 - 1,2 mm – siehe technische Daten). Nach dem Drehen
des Schalters ist das Schweissgerät eingeschaltet und zum Schweissen bereit. Mit dem Potentiometer
wird die entsprechende Drahtgeschwindigkeit gewählt.
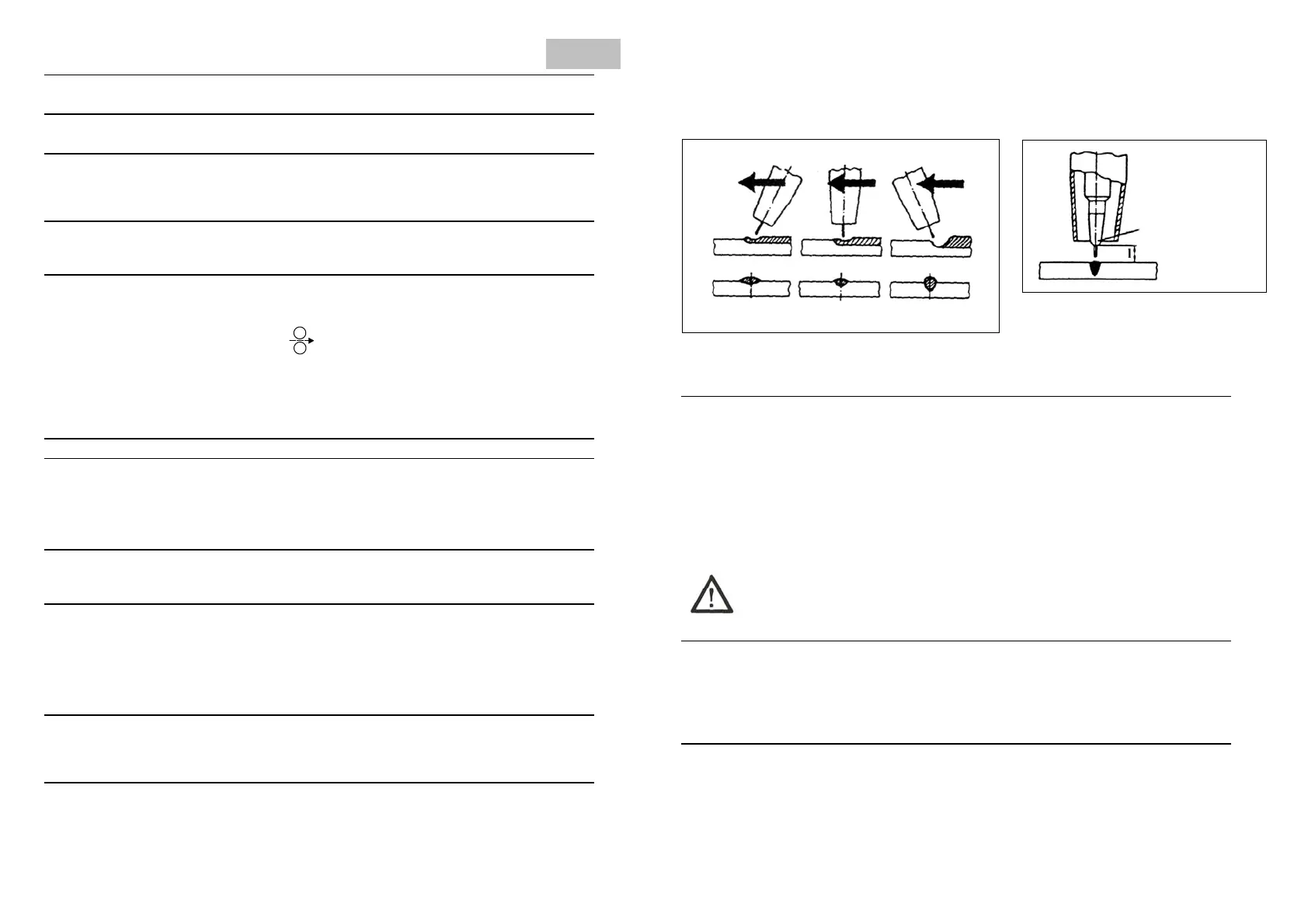
Die Führung des Brenners beinflusst die Schweissnahtqualität sehr. Das ist aus dem unten ersichtlich.
Der Abstand zwischendem Draht und dem Werkstück muss konstant sein. Die empfohlene Distanz für
Stahlbleche ist 5-10 mm und für Aluminium 20 mm.
KONTAKT
DÜSE
PUSH RECHTECK PULL
POSITION POSITION POSITION
Per Druck auf Brennertaste wird angefangen zu Schweissen. Der Brenner wird nach einer der drei oben
angezeigten Methoden geführt.
7.1. Das Einstellen des Schweisstromes
Der Schweisstrom wird durch Drehen der Stufenschalter eingestellt, und zwar:
A hegesztőáram erősségét a kapcsoló karának fordításával szabályozzuk:
• Drehen nach rechts = höher Schweisstrom
• Drehen nach links = geringer Schweisstrom
Während des Schweissens darf der Schalter für die Schweisstromregulierung nicht umgeschaltet werden.
Die Seitentür oder der Deckel dürfen während des Schweissens nicht entfernt odr geöfnet werden.
Bei der Überschrittung der Einschaltdauer bzw Überhitzung schaltet das Thermostat automatisch das
Gerät aus (die gelbe Lampe leuchtet und nur das Ventilator läuft). In diesem Zustand ist es unmglich zu
Schweissen. Bitte warten bis sich das Gerät abkühlt und wieder automatisch einschaltet (die gelbe Lampe
erlischt) und erst dann das Schweissen weiterführen.
WICHTIG! Während der Kühlung das Gerät nicht ausschalten!
7.2. Aluminiumschweissen
Beim Schweissen von Aluminium verwendet man als Schutzgas reinen Argon. Auf dem
Vorschubmechanismus muss die Vorscubrolle mit »V« Nut mit der Rolle mit »U« Nut ausgetauscht
werden. Ebenso muss die Spirallführung auf dem Vorschubmechanismus mit einer Teflonführung ∅ 2 /
∅4, Länge l-90 mm ausgetauscht werden. Wir schlagen vor auch das herkömliche Schlauchpaket mit
einem Kurzen (1,5m) mit Teflonführungseele austauschen.
7.3. Punktschweissen mit VARMIG Halbautomaten (↓↑)
Wenn man mit dem Gerät kurze Nähte schweissen möchte, wird der Schalter auf dem Potentiometer főr
das Punktschweissen eingeschaltet und mit dem die Punktschweisszeit eingestellt (zwischen 0,5 – 2
Sekunden). Die übrigen Schweissparameter werden nach dem Vorgeng unter den Punkten 6 und 7
beschrieben. Die Gasdüse (Konisch) wird mit Gasdüse zum Punktschweissen umgetauscht. Nach druck
auh Brennertaste beginnt das Punktschweissen. Nach Ablauf der Eingestellten Punktschweisszeit
schaltet sich dass Gerät automatisch aus. Die nüchste Schweissnaht erfolgt durch losslassen und
ernutem Druck auf die Brennertaste.
D
 Loading...
Loading...