16
The number of degrees to be bent with each passage will be equal to 90°/16 = 5.40°
We will take 6°.
Bending:
Put sector 1 of the tube into the shoe axis.
Wedge the ends of the tube.
Bend until you achieve the 6° determined above (check with a protractor: the bender cylinder is idle).
Then move onto sector 2 and so on until the full bend is performed.
As the bending for each sector is not very precise, check the angle obtained after bending sectors 14 then 15 to avoid
exceeding 90° on sector 16.
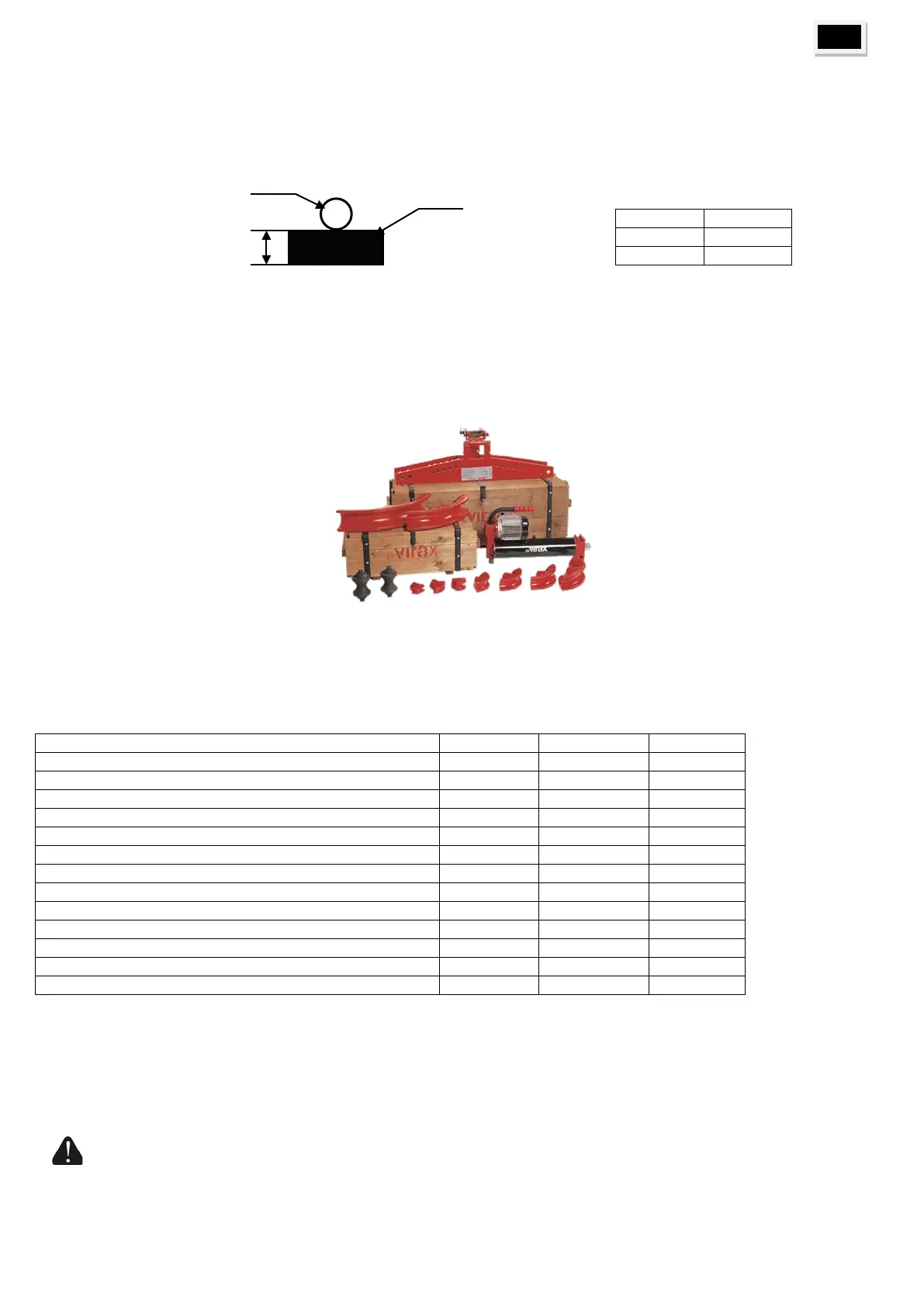
Manual 2402/3 and electric 2408/3 hydraulic benders
Existing compositions to bend medium series and strong series tubes.
- 240252: 9 forms from 3/8” to 3” 240141 to 240149 (see table page 16).
- 240851: delivered with 9 forms from 3/8” to 3” references 240141 to 240149, 2 shoes of 3”1/2 and 4” references
240124 and 240125 (see table page 16).
- 240852: delivered with 9 forms from 3/8” to 3” references 240141 to 240149 (see table page 16).
Cylinder No.3 - 230V monophase
Roller for hinged flange 3/8” to 3” (x1)
Roller for flanges 2"1/1 to 4” (x1)
Options available:
- Forms from 3/8” to 1”1/2 for light series tubes (see table page 16)
- Forms from 12mm to 50mm for locksmith tubes (see table page 16)
- Tripod for hinged flange only 240106
WARNING: When using 3" cylinders with flanges 2"1/2 to 4", you must use the lever extension 240208 to remove
any risk of damaging the piston seal.
 Loading...
Loading...