ENGLISH
OM-225 427 Page 7
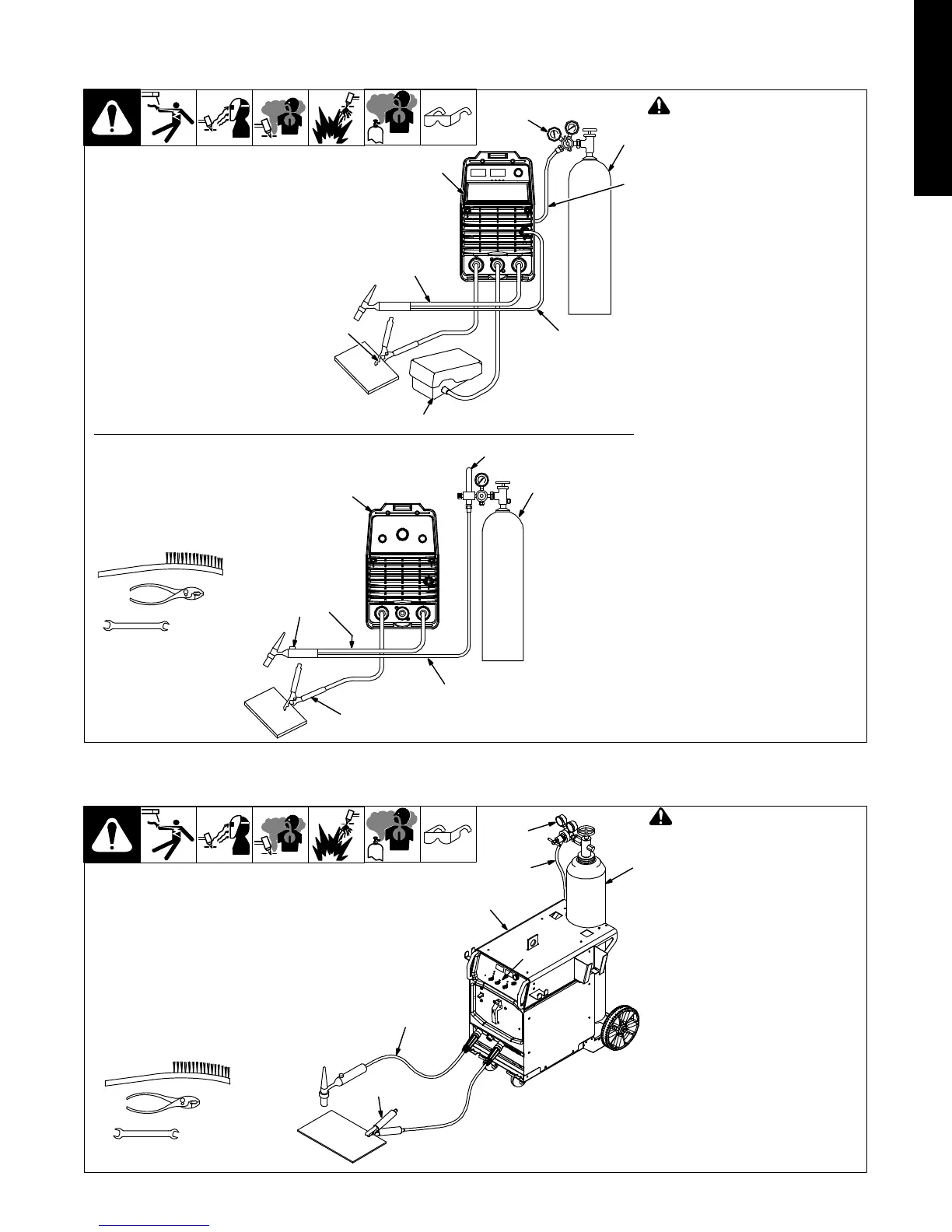
B. Connecting Torch With Two-Piece Cable
803 664-A
! Turn Off welding power source
power before installing torch.
Obtain the following hose:
1 Gas Hose With 5/8-18 Right-
Hand Fittings
Connections:
2 Regulator/Flowmeter
3 Gas Cylinder
4 Welding Power Source
5 Torch Gas-In Hose
6 Torch Power Cable
7 Work Clamp
Connect work clamp to a clean, paint-
free location on workpiece, close to
weld area.
Use wire brush to clean weld joint
area.
8 Foot Control
9 Gas Valve
Valve controls gas preflow and post-
flow. Open valve on torch just before
welding.
Preflow is used to purge the immedi-
ate weld area of atmosphere.
Postflow is required to cool tungsten
and weld, and to prevent contamina-
tion of tungsten and weld. After weld-
ing, leave valve open about 1 second
for every 10 amperes of weld current.
Close valve on torch when postflow is
finished.
Tools Needed:
5/8, 7/8 in.
Torch With Gas Valve
9
5
6
7
4
2
3
Torch Without Gas Valve
4
2
3
1
6
7
8
5
803 314
−
If applicable, install high-frequency unit.
C. Connecting Torch With Flow-Through Type Connection
! Turn Off welding power source
power before installing torch.
Obtain the following hose:
1 Gas Hose With 5/8-18 Right-
Hand Fittings
Connections:
2 Regulator/Flowmeter
3 Gas Cylinder
4 Welding Power Source
5 Gas Valve
Located on back of machine.
6 One-Piece Torch Cable
7 Work Clamp
Connect work clamp to clean, paint-
free location on workpiece, close to
weld area.
Use wire brush to clean metal at weld
joint area.
804 330-A
Tools Needed:
5/8, 7/8 in.
1
2
3
4
5
6
7
Torch Without Gas Valve
If applicable, install high-frequency unit.
 Loading...
Loading...