CHAPTER 3: USING PROGRAMMING FUNCTIONS
IS-300CA INVERTER POWER SUPPLY
990-418 3-25
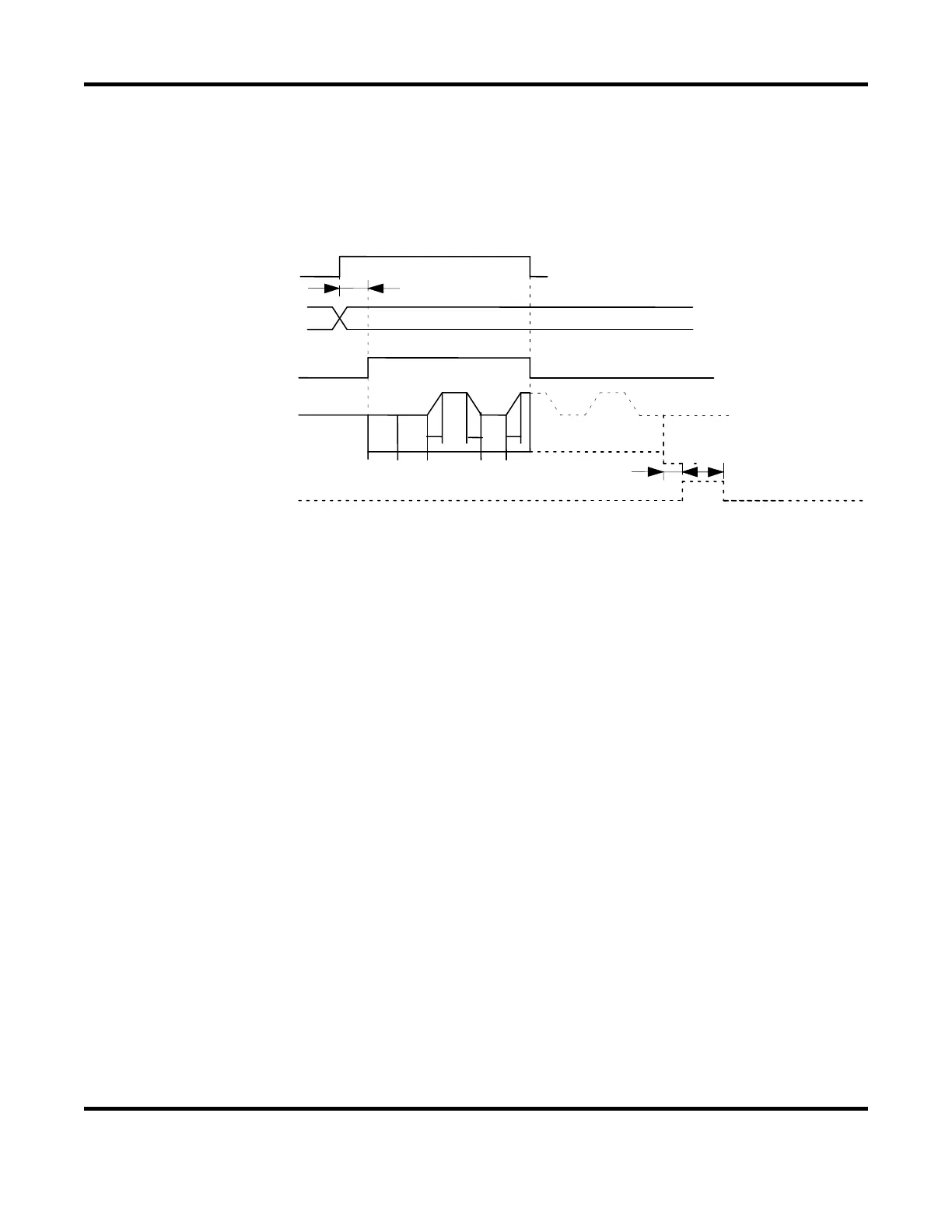
WHEN MAINTAINED. If the 2ND STAGE signal stops halfway through the welding
sequence (from the beginning of initial squeeze delay time through the end of hold time), the
welding sequence will halt at that point.
NOTE: The END signal depends on the END SIG.MODE setting.
A
2ND STAGE
(1,2,4,8,16
32,64,128,P)
A: DELAY START SET
B
C
END si
nal output
no output if the weldin
sequence is halted
Schedule
selection
Weldin
sequence
B: Monitored value
ud
ment
time
C: END si
nal output
time
alve output
SOL1 or SOL2
SQD SQZ
UUD
WE1 CO1
c. END SIGNAL TIME
Set the length of time for output of the end signal. The output time can be set in a range from 10
to 200ms and in units of 10ms. Setting 0ms switches to HOLD and maintains the end signal
output during the start input. When OFF is set, actually output END time changes depending on
the OFF setting even if a value is set for END SIG.TIME (see below). Also, this is not output
depending on the END SIGNAL MODE setting.
EXAMPLE: END SIGNAL TIME is 0ms
1) OFF is 0ms (OFF time = 0ms)
a) When the start input time is longer than the sequence time, the end signal time is the start
input time (Sequence time ≤ start input time END time = start input time)
b) When the start input time is shorter than the sequence time, the end signal time is the 10ms.
Sequence time > start input time
END time = 10ms)
2) OFF time is 10ms to 200ms (10ms ≤
OFF time ≤ 200ms). End signal time is the set OFF
time (END time = OFF time).
3)
OFF time is 200ms or more (OFF time > 200ms). End signal time is the 200ms. (END time
= 200ms).
EXAMPLE: END SIGNAL TIME is 10 to 200ms
1) OFF is 0ms (OFF time = 0ms). End signal time is the set END SIG.TIME time. (END time
= END SIG.TIME time).
(depends on the END SIG.MODE setting if
the welding sequence is halted)
 Loading...
Loading...