CHAPTER 3: USING PROGRAMMING FUNCTIONS
IS-300CA INVERTER POWER SUPPLY
3-26 990-418
2) OFF time is set (10ms ≤ OFF time)
a) END SIG.TIME time is shorter than OFF time (END SIG.TIME time <OFF time)
End signal time is the set END SIG.TIME time. (END time = END SIG.TIME time).
b) OFF time is longer than END SIG.TIME time (END SIG.TIME time ≥ OFF time)
End signal time is the OFF time. (END time = OFF time)
d. END SIGNAL MODE
Set the conditions for output of the end signal upon completion of the weld sequence.
0. Outputs the end signal even when the monitored value is outside the upper and lower
tolerance limits. The end signal will not be output in the event of an error or when the
sequence is interrupted by
START SIGNAL MODE (MAINTAINED).
1. The end signal will not be output when the monitored value is outside the upper and lower
tolerance limits (*), in the event of an error, or when the sequence is interrupted by
START
SIG.MODE (MAINTAINED)
.
2. The end signal will be output even when the monitored value is outside the upper and lower
tolerance limits (*), even in the event of an error, and even when the sequence is interrupted
by START SIGMODE (MAINTAINED).
NOTE: There is no distinction between ERROR and CAUTION.
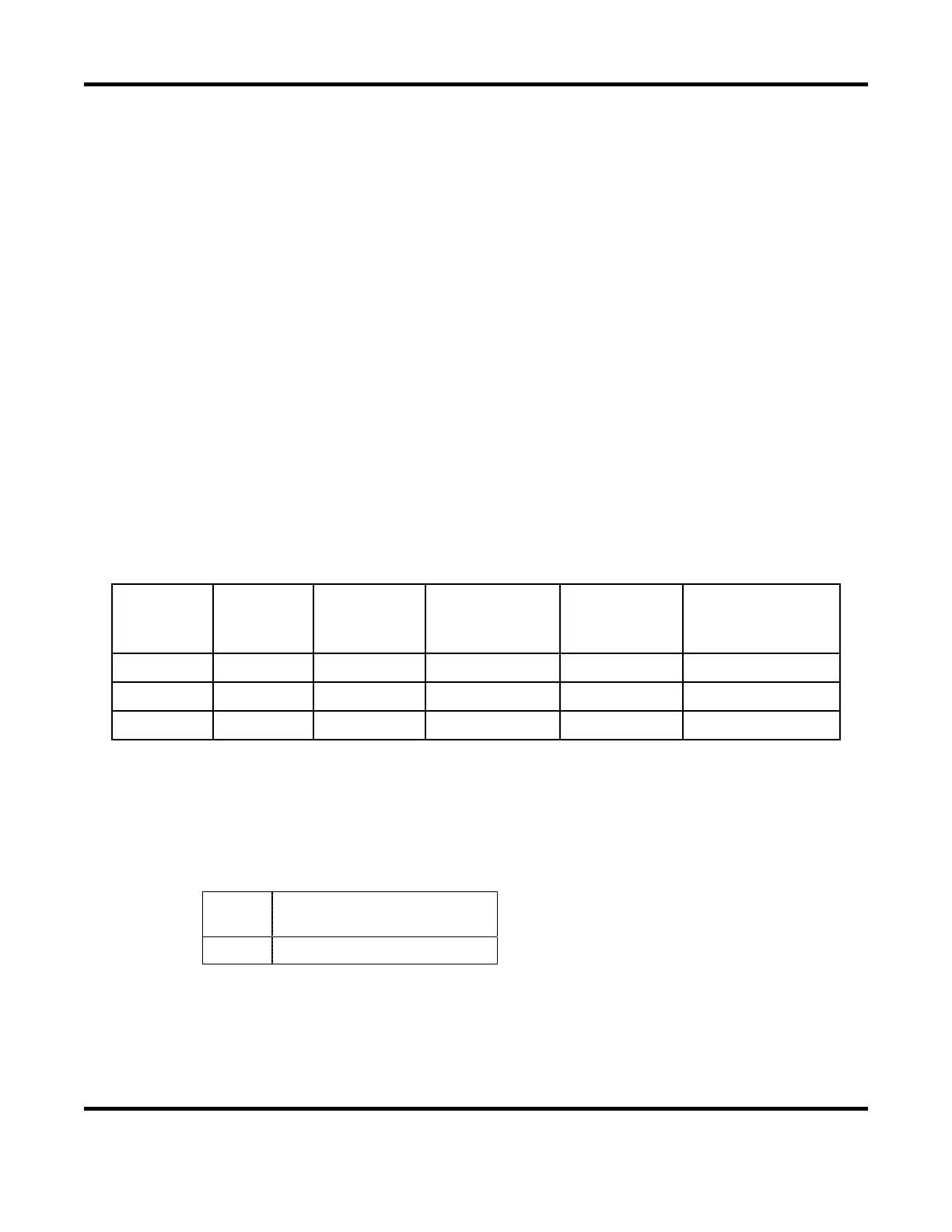
END signal output
END SIG.
MODE
NORMAL
COUNT-
RELATED
ERROR
UPPER/LOWER
LIMIT ERROR
OTHER
ERRORS AT
WELDING
STOPPED
HALFWAY
(MAINTAINED)
0
Output Output Output No output No output
1
Output Output No output No output No output
2
Output Output Output Output Output
NOTE: For faults, see the Fault Code List. Priority is “Stopped halfway” = “Other errors at
welding” > “Upper/lower limit error” > “Count-related error”.
e. WELD TIME
Use this setting to change the units for time settings available on the SCHEDULE screen.
CYC
50Hz: 1CYC = 20ms
60Hz: 1CYC = 16.6ms
ms
—
 Loading...
Loading...