CHAPTER 3: USING PROGRAMMING FUNCTIONS
IS-300CA INVERTER POWER SUPPLY
990-418 3-41
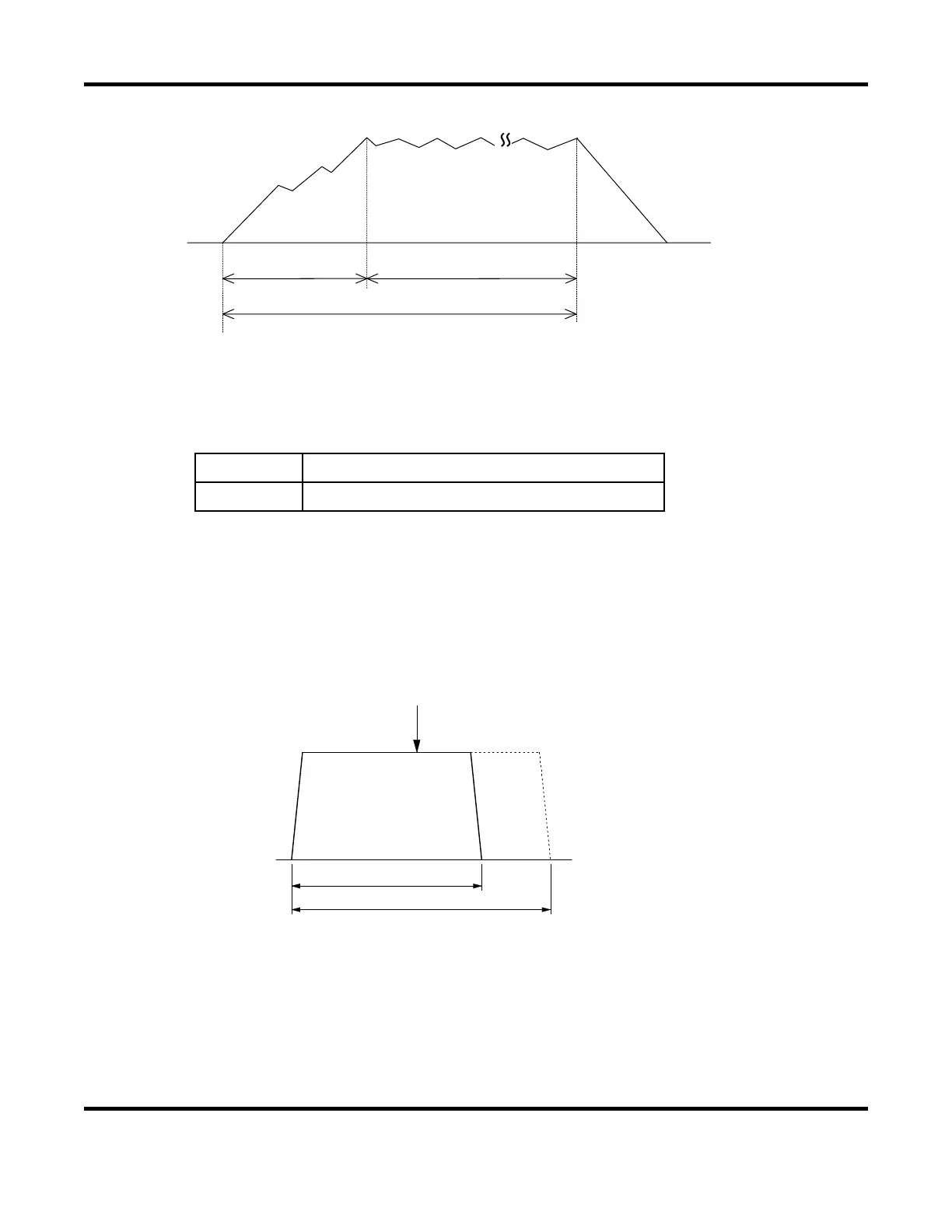
WELD STOP OFF T IME
Se t va lue
We ld ing s top
signal input
t Monitor measurement
Weld Time WELD1, WELD2, WELD3
t = MONITOR FIRST TIME
~
~
f. MONITOR SLOPE MODE
Select whether or not to include a slope period in the monitored value to be displayed.
EXCLUDE
Slope period will not be included.
INCLUDE
Slope period will be included.
g. WELD STOP OFF TIME
Sets the neglecting time of the welding stop signal for each of WELD1, WELD2 and WELD3.
Even if the welding stop signal is input during welding, the current is supplied for the set time
and the sequence will switch to the next.
When the welding stop signal is input within WELD STOP OFF TIME
The welding is stopped at the end of WELD STOP OFF TIME.
 Loading...
Loading...