Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
WELDING
PROCESS
MMA
CURRENT IN AMPERES
MAG
TIG
MIG heavy metals
MIG light metals
Stainless, AI
Plasma cutting
Micro plasma welding
6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400
9 10 11 12 138
9 10 11 128
9 10 11 12 138 14
9 10 11 12 13
10 11 12 13
9 10 11 12 13
4 5 6 7 8 9 10 11 12 13
Opening time delay adjustment: The opening time delay can be adjusted from 0.1 to 1.0 sec-
onds. It is recommended to use a shorter delay with spot welding applications and a longer delay
with applications using higher currents and longer welding intervals. Longer delay can also be
used for low current TIG welding in order to prevent the filter opening when the light path to the
sensors is temporarily obstructed by a hand, torch, etc.
Function welding/grinding
(models Power GDS, Grand GDS only): For these filters, two modes
of operation can be selected: welding or grinding. By selecting the position »Grind«, the filter
switches off and it will not be triggered by the sparks generated during grinding. Before restarting
welding work, the knob should be set back to the »Weld« position.
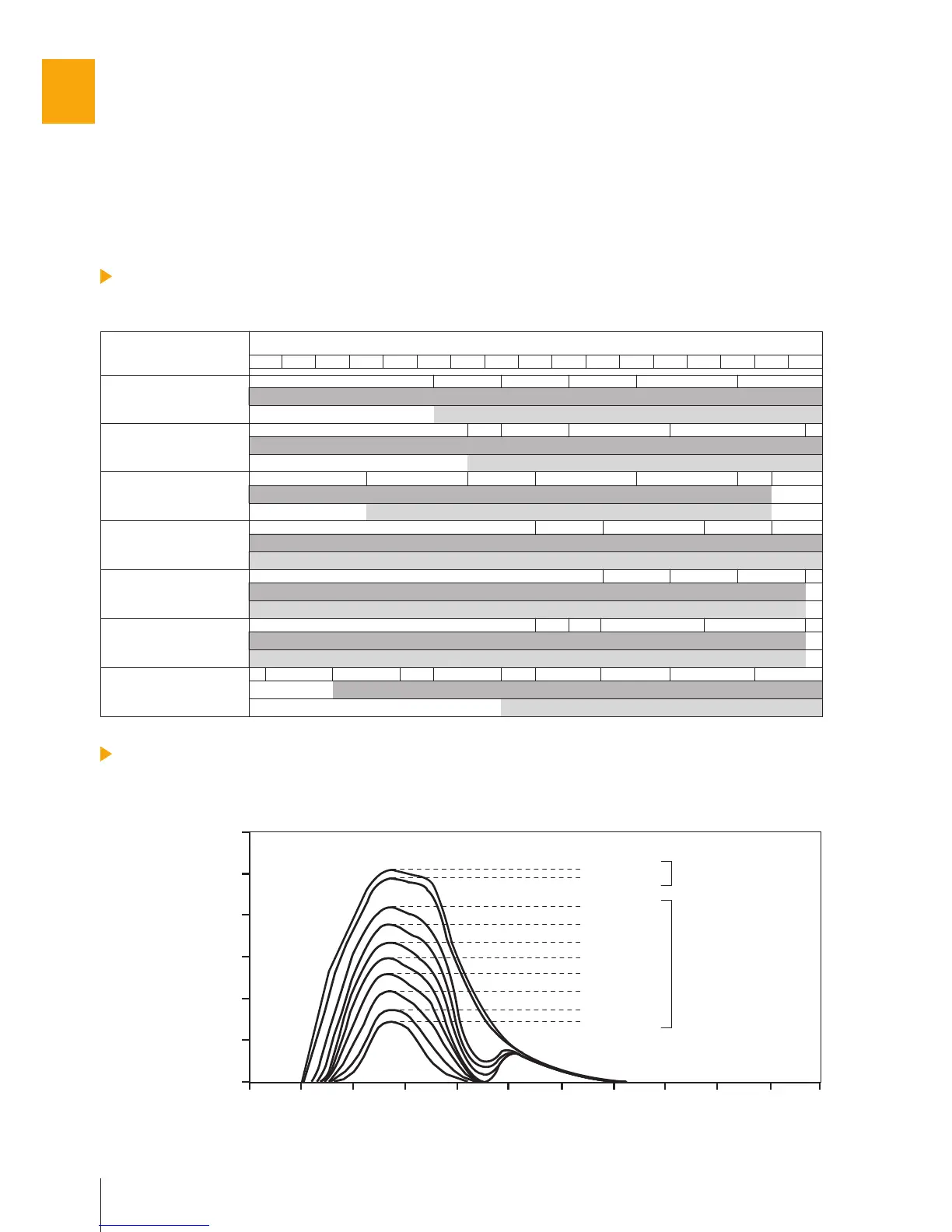
RECOMMENDED SHADE LEVELS FOR VARIOUS WELDING APPLICA-
TIONS / EN 379 /
LIGHT TRANSMISSION CURVE
0,0001
0,001
0,01
0,1
1
10
100
T[%]
300 400 500 600 700 800 900 1000 1100 1200 1300 1400
λ[nm]
Shade 3
Shade 4
Shade 6
Shade 7
Shade 8
Shade 9
Shade 10
Shade 11
Shade 12
Shade 13
LIGHT STATE
Transmission
Wavelength
DARK STATE
14
GB