Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
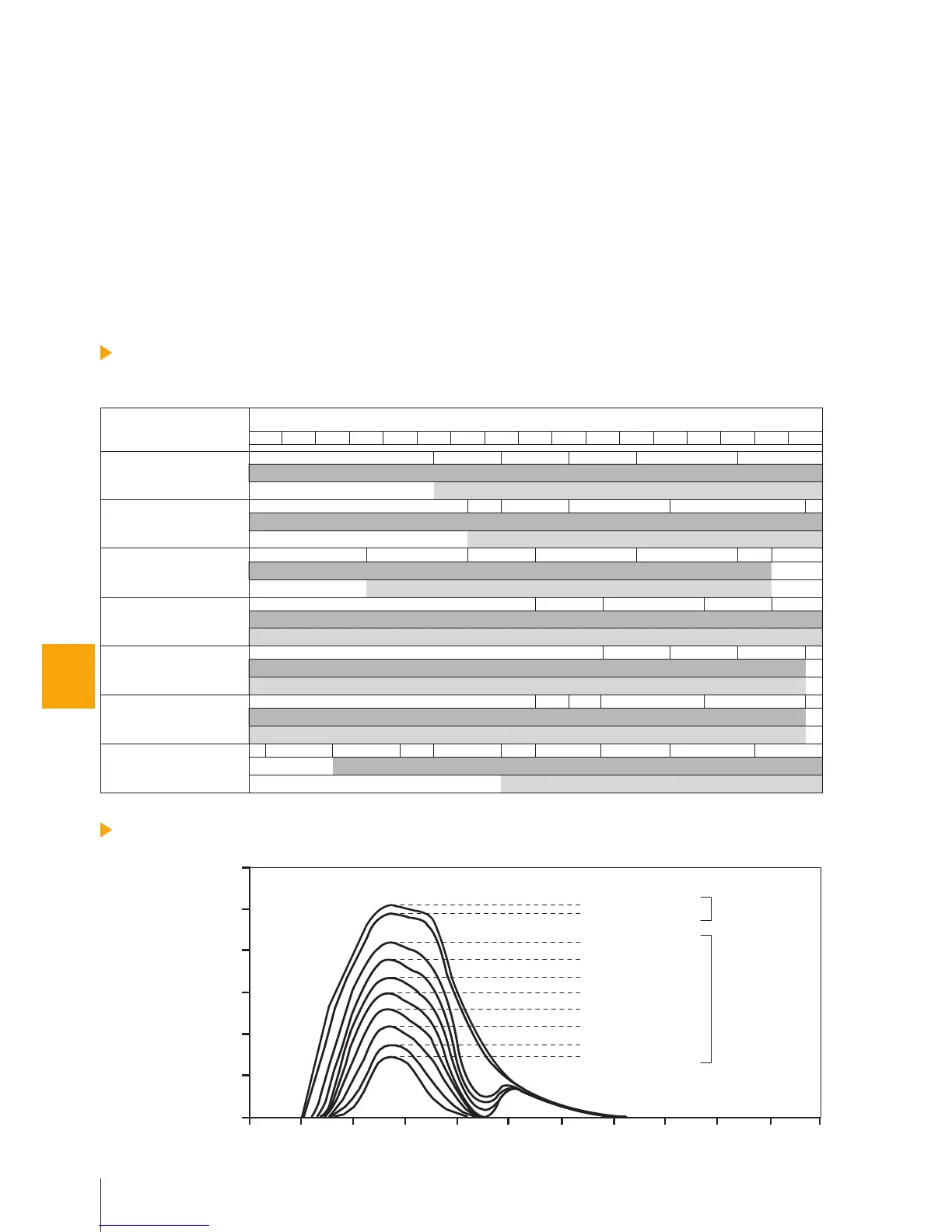
PROCESSUS DE
SOUDAGE
MMA
COURANT EN AMPÈRES
MAG
TIG
MIG sur métaux
lourds
MIG sur alliages
légers (inox, Al)
Découpe au jet de
plasma
Soudage à l’arc au
microplasma
6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400
9 10 11 12 138
9 10 11 128
9 10 11 12 138 14
9 10 11 12 13
10 11 12 13
9 10 11 12 13
4 5 6 7 8 9 10 11 12 13
DEGRÉS D’OBSCURCISSEMENT RECOMMANDÉS POUR DIFFÉRENTES
APPLICATIONS DE SOUDAGE / EN 379 /
COURBE DE TRANSMISSION DE LA LUMIÈRE
0,0001
0,001
0,01
0,1
1
10
100
T[%]
300 400 500 600 700 800 900 1000 1100 1200 1300 1400
λ[nm]
Obscurcissement 3
Obscurcissement 4
Obscurcissement 6
Obscurcissement 7
Obscurcissement 8
Obscurcissement 9
Obscurcissement 10
Obscurcissement 11
Obscurcissement 12
Obscurcissement 13
ÉTAT CLAIR
Transmission
Longueur d’onde
ÉTAT SOMBRE
qu’à la lumière de soudage sans déclenchements intempestifs dus aux conditions d’éclairage
ambiant (lumière directe du soleil, lumière artificielle intense, arcs de soudeurs à proximité, etc.).
Ajustement du délai d’ouverture: Le délai d’ouverture peut être ajusté de 0,1 à 1,0 secondes. Il
est recommandé d’utiliser un délai plus court pour les applications de soudage par point et d’uti-
liser un délai plus long pour les applications utilisant des courants plus élevés et des intervalles
de soudage plus longs. Des délais plus longs peuvent également être utilisés pour le soudage
TIG à faible courant afin d’éviter l’ouverture du filtre quand la lumière arrivant aux capteurs est
temporairement obstruée par une main, une torche, etc.
Fonction soudage/abrasion: (Power GDS, Grand GDS): pour ces filtres, deux modes de fonc-
tionnement peuvent être sélectionnés: soudage ou abrasion. Sélectionnez la position « Grind »
pour désactiver le filtre et empêcher son déclenchement lors des étincelles produites par l’abra-
sion. Avant de reprendre le travail de soudage, remettez le bouton dans la position « Weld ».
158
FR