Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
Grand GDS, Power GDS
Grand ES, Power ES, Grand DS, Power DS
SVETSNINGS-
PROCESS
MMA
STRÖM I AMPERE
MAG
TIG
MIG på tunga metall-
ler
MIG på lätta lege-
ringar (Rostfritt, Al)
Skärning med plas-
mastråle
Mikroplasma båg-
svetsning
6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400
9 10 11 12 138
9 10 11 128
9 10 11 12 138 14
9 10 11 12 13
10 11 12 13
9 10 11 12 13
4 5 6 7 8 9 10 11 12 13
Justering av tidsfördröjningen: Fördröjning av öppnings tiden kan justeras från 0,1 till 1,0
sekunder. Vi rekommenderar att använda en kortare fördröjning vid punktsvetsningstillämpn-
ingar, och en längre vid tillämpningar med högre strömmar och längre svetsintervall. Längre
fördröjning kan också användas för TIG-svetsning med låg ström för att undvika att filtret öppnas
när ljusstrålen till sensorerna tillfälligt bryts av en hand, svetspistol, etc.
Funktion svetsning/slipning
(Power GDS, Grand GDS): På dessa filter kan två funktionslägen
väljas: svetsning eller slipning. Genom att välja position »Grind«, kopplas filtret bort och reagerar
inte på eventuella gnistor vid slipning. Innan återgången till svetsning, måste ratten vridas tillbaka
till position »Weld«.
REKOMMENDERAD SKUGGNINGSNIVÅ FÖR OLIKA SVETSNINGSAPP-
LIKATIONER / EN 379 /
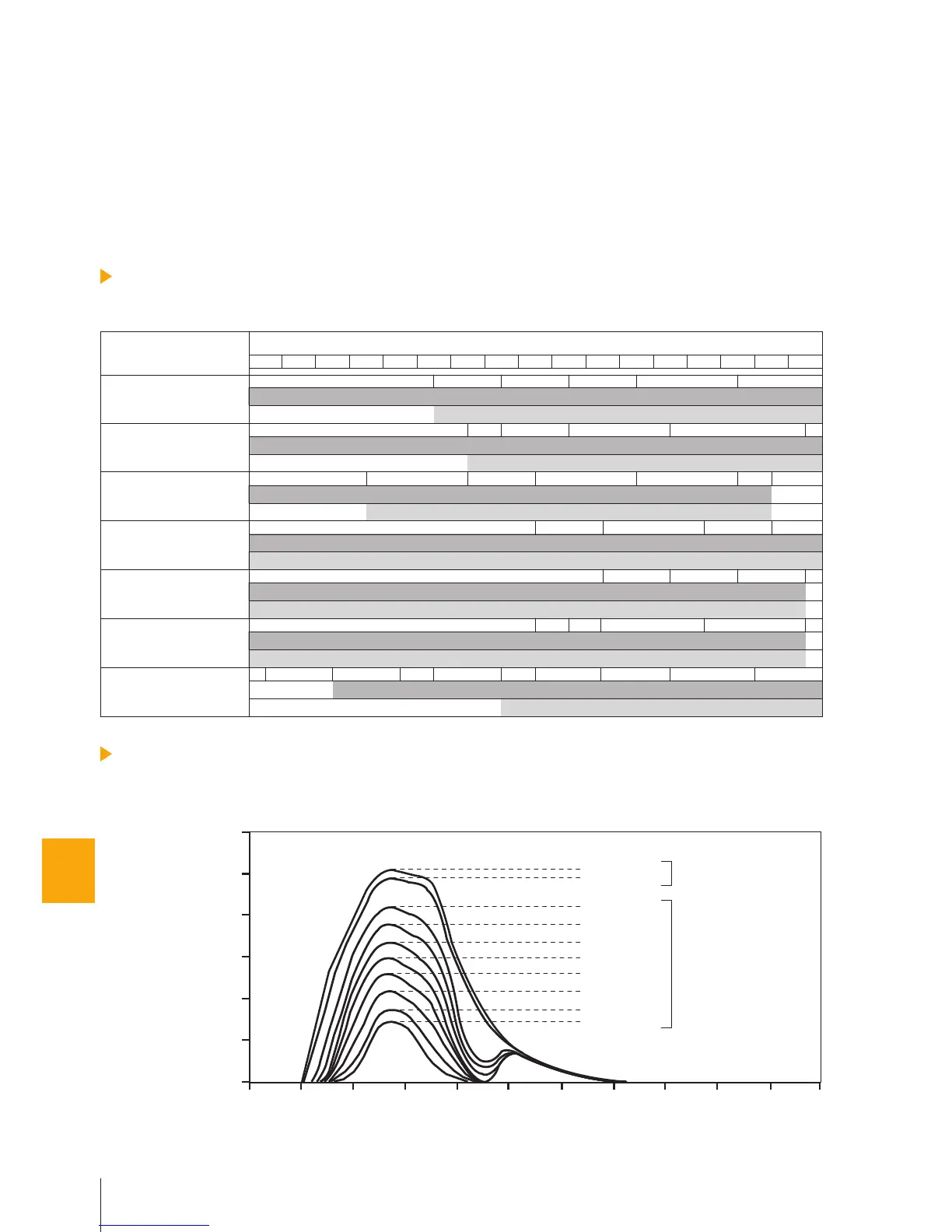
LJUSSPRIDNINGS KURVA
0,0001
0,001
0,01
0,1
1
10
100
T[%]
300 400 500 600 700 800 900 1000 1100 1200 1300 1400
λ[nm]
Nivå 3
Nivå 4
Nivå 6
Nivå 7
Nivå 8
Nivå 9
Nivå 10
Nivå 11
Nivå 12
Nivå 13
LJUST LÄGE
Spridning
Våglängd
MÖRKT LÄGE
206
SE